Udržateľné technológie a postupy v oblasti povrchov vozoviek
Udržateľné povrchy vozoviek minimalizujú environmentálne vplyvy prostredníctvom recyklovaných materiálov (RAP, RAS, recyklovaný betónový kamenivo, popolček, troska), technológií nízkoteplotných asfaltových zmesí, priepustných povrchov, návrhov s dlhou životnosťou a recyklácie na mieste. Zahŕňa stratégie udržateľnosti, hodnotenie životného cyklu (LCA), environmentálne vyhlásenia o produkte (EPD) a vplyv udržateľných rozhodnutí na kontrolu a výkonnosť povrchov vozoviek.
Udržateľné technológie a postupy v oblasti povrchov vozoviek
Dimenzie udržateľnosti
Udržateľné povrchy vozoviek sú technické systémy, ktoré poskytujú požadovanú štrukturálnu a funkčnú výkonnosť pri minimalizácii environmentálnych vplyvov v piatich vzájomne prepojených dimenziách: materiály, energia, emisie, voda a životnosť. Tieto dimenzie tvoria rámec, v ktorom sa udržateľnosť povrchov vozoviek hodnotí, navrhuje a overuje.
Materiálová dimenzia
Materiálová dimenzia sa zaoberá spotrebou prírodných zdrojov a tvorbou odpadu. Konvenčná výstavba povrchov vozoviek spotrebúva obrovské množstvá prírodného kameniva — približne 1,5 až 2 miliardy ton ročne len v Spojených štátoch — a značné množstvá asfaltového spojiva a portlandského cementu, ktorých výroba je energeticky náročná. Udržateľné povrchy vozoviek znižujú spotrebu prírodných materiálov nahrádzaním recyklovanými a odpadovými materiálmi všade tam, kde je to technicky uskutočniteľné. Náhradový pomer — percentuálny podiel prírodného materiálu nahradeného recyklovaným obsahom — je primárnym ukazovateľom na kvantifikáciu materiálovej udržateľnosti.
Podľa National Asphalt Pavement Association (NAPA) použil americký asfaltový priemysel v roku 2019 viac ako 97 miliónov ton recyklovaného asfaltového povrchu (RAP) a 921 000 ton recyklovaných asfaltových šindľov (RAS) v nových zmesiach, čím ušetril takmer 60 miliónov kubických yardov skládkového priestoru. Miera recyklácie materiálov asfaltových povrchov dosahuje približne 94 %, čím sa asfalt stáva najviac recyklovaným materiálom v Spojených štátoch — čo presahuje miery recyklácie papiera (68 %), hliníkových plechoviek (50 %) a skla (33 %).
Pri cementobetónových povrchoch vozoviek sa materiálová dimenzia zameriava na náhradu cementu pomocou doplnkových cementových materiálov (SCM). Výroba portlandského cementu je zodpovedná za približne 8 % globálnych emisií CO₂. Nahradenie 30 – 50 % cementu popolčekom, troskovým cementom alebo kremičitým úletom priamo znižuje uhlíkovú stopu betónových povrchov o porovnateľné percento. Podiel náhrady cementu je štandardným ukazovateľom. Okrem toho používanie recyklovaného betónového kameniva (RCA) z demolovaných povrchov ako kameniva v novom betóne alebo podkladových vrstvách ďalej znižuje dopyt po prírodnom kamenive.
Materiálová udržateľnosť zahŕňa aj vzdialenosť zdroja materiálov. Preprava kameniva na veľké vzdialenosti spotrebúva palivo a vytvára emisie. Obsah miestnych materiálov — často definovaný ako materiály získané do 50 míľ (80 km) od projektu — je bežným ukazovateľom udržateľnosti používaným v hodnotiacich systémoch ako LEED a Envision. Maximalizácia používania miestnych materiálov znižuje environmentálne vplyvy súvisiace s dopravou.
Energetická dimenzia
Energetická dimenzia sa zaoberá energiou spotrebovanou pri výrobe, preprave, výstavbe a údržbe povrchov vozoviek. Celková vstavaná energia povrchu vozovky zahŕňa energiu potrebnú na ťažbu a spracovanie surovín, výrobu komponentov povrchu (asfaltové spojivo, cement, kamenivo), prepravu materiálov na miesto projektu, výstavbu povrchu (vrátane paliva pre pokládkové a zhutňovacie zariadenia) a vykonávanie činností údržby a rehabilitácie počas životnosti povrchu vozovky.
Výroba horúcej asfaltovej zmesi (HMA) vyžaduje zahrievanie kameniva a spojiva na 300 – 350 °F (150 – 175 °C), pričom spotrebuje približne 280 000 až 370 000 britských tepelných jednotiek (BTU) na tonu zmesi — čo zodpovedá 2,5 až 3,5 galónom vykurovacieho oleja na tonu. Nízkoteplotná asfaltová zmes (WMA) znižuje výrobné teploty o 50 – 120 °F (30 – 50 °C), čím znižuje spotrebu paliva o 20 – 35 % — približne 55 000 až 130 000 BTU ušetrených na tonu. Keď americký asfaltový priemysel úplne prejde na WMA, odhadované ročné úspory paliva sú 150 miliónov galónov vykurovacieho oleja č. 2.
Výroba portlandského cementového betónu nesie veľmi vysoké zaťaženie vstavanej energie: približne 4 000 až 5 500 BTU na tonu len na výrobu cementu, väčšinou z energie potrebnej na zahriatie cementových pecí na 2 640 °F (1 450 °C). Nahradenie cementu SCM priamo znižuje toto energetické zaťaženie. Valcovaný betón (RCC) a priepustný betón zvyčajne používajú nižší obsah cementu, čo ďalej znižuje vstavanú energiu.
Významná je aj energia vo fáze používania. Povrchové charakteristiky vozovky — najmä nerovnosť a makrotextúra — ovplyvňujú spotrebu paliva vozidiel. Testy Federal Highway Administration (FHWA) WesTrack kvantifikovali, že hladšie povrchy vozoviek znižujú spotrebu paliva vozidiel až o 4,5 %. Povrch, ktorý si udržiava hladkosť počas celej svojej životnosti, nepriamo šetrí miliardy galónov paliva vo vozidlovom parku, ktorý ho používa. Medzinárodný index nerovnosti (IRI) je štandardným ukazovateľom spájajúcim stav povrchu vozovky s palivovou účinnosťou vozidiel.
Emisná dimenzia
Emisná dimenzia sleduje všetky látky znečisťujúce ovzdušie vznikajúce počas životného cyklu povrchu vozovky. Primárnymi sledovanými emisiami sú skleníkové plyny (GHG) — oxid uhličitý (CO₂), metán (CH₄) a oxid dusný (N₂O) — vyjadrené súhrnne ako potenciál globálneho otepľovania (GWP) v kilogramoch CO₂ ekvivalentu (kg CO₂e). Zdroje emisií súvisiacich s povrchmi vozoviek zahŕňajú:
Emisie z výroby materiálov: Výroba cementového slinku emituje približne 0,9 kg CO₂ na kg slinku. Výroba asfaltového spojiva emituje približne 0,1 až 0,3 kg CO₂ na kg spojiva v závislosti od zdroja ropy a účinnosti rafinérie. Výroba kameniva emituje približne 0,005 až 0,015 kg CO₂ na kg kameniva (väčšinou z drviacich a triediacich zariadení).
Emisie z výstavby: Pokládkové zariadenia (asfaltové finišery, valce, betónové rozdeľovače), vozidlá na prepravu materiálu a podporné zariadenia spaľujú naftu, čím emitujú CO₂, oxidy dusíka (NOx), tuhé častice (PM) a prchavé organické zlúčeniny (VOC). Naftové tuhé častice (DPM) sú osobitným problémom pre kvalitu ovzdušia v blízkosti stavenísk a v oblastiach s nesplnenými normami.
Zníženie emisií pomocou WMA je dobre zdokumentované: zníženie teploty o 50 °F pri výrobe asfaltu znižuje emisie CO₂ o 15 – 25 %, SO₂ o 18 – 35 %, NOx o 18 – 30 % a VOC o 30 – 50 % v porovnaní s ekvivalentnou HMA. Studená asfaltová zmes (CMA) vyrobená pri okolitej teplote úplne eliminuje emisie súvisiace so zahrievaním, čím znižuje celkové emisie výroby o 35 – 50 %.
Sekvestrácia uhlíka v asfaltovom spojive je jedinečným atribútom udržateľnosti. Podľa americkej Agentúry pre ochranu životného prostredia zostáva 99,6 % uhlíka v asfaltovom spojive trvale uložených — nikdy sa neuvoľňuje do atmosféry — pretože spojivo je vedľajším produktom fosílnych palív, ktoré nikdy neboli spálené ako energia. Asfaltové povrchy preto fungujú ako dlhodobý uhlíkový zásobník, ktorý uchováva vstavaný uhlík počas celej životnosti povrchu (a aj po nej, ak je recyklovaný do nových povrchov).
Vodná dimenzia
Vodná dimenzia sa zaoberá vodou spotrebovanou pri výrobe a výstavbe povrchu vozovky, ako aj vplyvmi odtoku z povrchu vozovky na kvalitu vody.
Spotreba vody pri výstavbe povrchov vozoviek je relatívne nízka pre asfaltové povrchy (minimálne používanie vody pri výrobe), ale významná pre betónové povrchy, ktoré vyžadujú veľké objemy zámesovej a ošetrovacej vody. Výroba cementu tiež spotrebúva značné množstvo vody v chladiacich a spracovateľských operáciách. Celková spotreba vody súvisiaca s povrchmi vozoviek sa zvyčajne meria v galónoch na štvorcový yard postaveného povrchu.
Kvalita a kvantita odtoku dažďovej vody je hlavným environmentálnym problémom pri povrchoch vozoviek. Nepriepustné povrchy vytvárajú odtok, ktorý nesie znečisťujúce látky — olej, tuk, ťažké kovy, chemikálie na odmršťovanie, častice z opotrebovania pneumatík — priamo do prijímacích vôd. V Spojených štátoch upravujú vypúšťanie dažďovej vody z povrchov vozoviek program Clean Water Act a National Pollutant Discharge Elimination System (NPDES), ktoré vyžadujú úpravu alebo infiltráciu prvého splachu dažďa.
Priepustné povrchy riešia vodnú dimenziu priamo tým, že umožňujú dažďovej vode infiltráciu cez povrch vozovky do podložných kamenných zásobníkov a pôvodných pôd. Výskum University of New Hampshire Stormwater Center a ďalších preukazuje, že priepustné povrchy znižujú celkové nerozpustené látky (TSS) o 80 – 90 %, celkový fosfor o 60 – 70 %, celkový dusík o 50 – 60 %, ťažké kovy (zinok, meď, olovo) o 90 %+ a objem odtoku o 50 – 90 % v porovnaní s konvenčnými nepriepustnými povrchmi.
Dimenzia životnosti
Dimenzia životnosti uznáva, že povrch s najdlhšou životnosťou je inherentne najudržateľnejší, pretože odkladá alebo eliminuje environmentálne vplyvy rekonštrukcie. Predĺženie životnosti povrchu vozovky z 20 na 50 rokov pomocou návrhu permanentných vozoviek znižuje celkovú spotrebu energie životného cyklu o 30 – 50 % a celkové emisie skleníkových plynov o 25 – 45 % za rok služby v porovnaní s konvenčnými povrchmi, ktoré vyžadujú rekonštrukciu v 20. roku.
Udržateľnosť životnosti sa meria predpokladanou životnosťou (roky do konečného stavu) a nákladmi životného cyklu (LCC) v dolároch na štvorcový yard za rok služby. Permanentné povrchy navrhnuté na 50+ ročnú životnosť zvyčajne dosahujú náklady životného cyklu o 20 – 40 % nižšie ako konvenčné 20-ročné povrchy, keď sú zahrnuté náklady na údržbu, rehabilitáciu a oneskorenia používateľov.
Recyklované materiály
Používanie recyklovaných a odpadových materiálov v povrchoch vozoviek je najpriamejšou a najmerateľnejšou stratégiou udržateľnosti povrchov vozoviek. Recyklované materiály šetria prírodné zdroje, znižujú ukladanie na skládkach, znižujú spotrebu energie a emisie. Nasledujúce materiály sú najčastejšie používané v udržateľnej výstavbe povrchov vozoviek.
Recyklovaný asfaltový povrch (RAP)
Recyklovaný asfaltový povrch (RAP) je najhodnotnejším recyklovaným materiálom v cestárskom priemysle. RAP vzniká pri frézovaní alebo rozbíjaní existujúcich asfaltových povrchov počas rehabilitácie alebo rekonštrukcie. Materiál pozostáva zo starnutého asfaltového spojiva obaľujúceho kvalitné kamenivo, čo predstavuje významnú investíciu do spojiva aj kameniva, ktorú možno plne obnoviť a znovu použiť.
Spracovanie RAP zvyčajne zahŕňa drvenie a triedenie na dosiahnutie konzistentnej zrnitosti vhodnej na použitie v nových horúcich alebo nízkoteplotných asfaltových zmesiach. Moderné spracovateľské zariadenia RAP používajú primárne a sekundárne drviče, triediče a niekedy frakcionačné systémy, ktoré oddeľujú RAP na hrubú a jemnú frakciu. Spracovaný RAP sa skladuje v krytých alebo spevnených priestoroch na minimalizáciu kolísania vlhkosti.
Úrovne použitia RAP sa líšia podľa vrstvy a aplikácie: obrusné vrstvy môžu zvyčajne obsahovať 15 – 30 % RAP s malými úpravami triedy spojiva; medziľahlé a podkladové vrstvy môžu obsahovať 30 – 50 % RAP; a podkladové alebo podložné aplikácie môžu používať až 100 % RAP. Zmesi s vysokým obsahom RAP (nad 25 % RAP) často vyžadujú rejuvenačné činidlá na obnovenie vlastností starnutého spojiva a zachovanie odolnosti voči trhlinám, ako je zdokumentované v NCHRP Report 752 a NCHRP Project 09-58.
FHWA uvádza, že používanie RAP v roku 2019 ušetrilo: takmer 60 miliónov kubických yardov skládkového priestoru; viac ako 20 miliónov barelov asfaltového spojiva (neobnoviteľný zdroj); a viac ako 2,6 miliardy libier emisií CO₂ v porovnaní s používaním pôvodných materiálov na ekvivalentné konštrukcie vozoviek. Asphalt Pavement Alliance poznamenáva, že RAP vykazuje rovnakú alebo lepšiu výkonnosť ako pôvodné zmesi v správne navrhnutých a postavených povrchoch.
Obsah RAP (%)
Typická aplikácia
Potrebná úprava spojiva
Často potrebný rejuvenátor
0 – 15 %
Obrusné vrstvy
Žiadna alebo mierne zvýšenie triedy
Nie
15 – 30 %
Obrusné, medziľahlé
Mäkké spojivo (1 trieda)
Voliteľne
30 – 50 %
Medziľahlé, podkladové
Mäkké spojivo (1 – 2 triedy)
Odporúčané
50 – 100 %
Podkladové, podložné, nízka intenzita
Významná úprava
Vyžadované
Recyklované asfaltové šindle (RAS)
Recyklované asfaltové šindle (RAS) zahŕňajú výrobný odpad (odrezky z výroby šindľov — „predspotrebiteľský") a demontované šindle z projektov výmeny striech („pospotrebiteľský"). RAS obsahuje 20 – 30 % asfaltového spojiva hmotnostne (v porovnaní s 5 – 6 % v RAP), čo z neho robí koncentrovaný zdroj recyklovaného spojiva. RAS tiež obsahuje minerálnu plnivá, jemné kamenivo a organickú alebo sklolaminátovú výstuž.
Používanie RAS v asfaltových zmesiach sa riadi normou ASTM D7309 (Standard Specification for Asphalt Roofing Shingles) a špecifikáciami štátnych DOT. Typický obsah RAS je obmedzený na 3 – 5 % hmotnosti celkovej zmesi (približne 10 – 20 % hmotnosti spojiva) kvôli extrémne tuhému, vysoko starnutému spojivu v šindľoch a obavám o krehkosť a spracovateľnosť zmesi.
Prieskum NAPA Industry Survey 2019 uviedol, že v Spojených štátoch sa v asfaltových zmesiach použilo približne 921 000 ton RAS, čím sa ušetrilo viac ako 50 000 ton asfaltového spojiva a viac ako 920 000 ton kameniva. Používanie RAS tiež odvádza šindle zo skládok, kde predstavujú významný odpadový tok (približne 10 miliónov ton odpadu z asfaltových šindľov vzniká ročne v USA).
Výzvy spojené s RAS zahŕňajú: variabilitu vlastností spojiva (najmä demontované šindle, ktoré prešli desaťročiami slnečnej oxidácie); prítomnosť nežiaducich materiálov (klince, plsť, drevo, plast); a riziko nadmernej tuhosti zmesi vedúcej k predčasnému praskaniu. Zmesi s RAS vyžadujú starostlivé schémy miešania spojív a často vyžadujú rejuvenátory vo vyšších dávkach ako ekvivalentné zmesi s RAP.
Recyklovaný betónový kamenivo (RCA)
Recyklovaný betónový kamenivo (RCA) sa vyrába drvením demolovaných betónových povrchov, konštrukcií alebo odpadov. Materiál pozostáva z pôvodných častíc kameniva s priľahlou cementovou maltou, jemných častíc a výstužnej ocele (ktorá sa odstraňuje magnetickou separáciou). RCA sa používa pri výstavbe povrchov vozoviek predovšetkým ako:
Granulovaný podkladový a podložný materiál: RCA má zvyčajne vyšší kalifornský pomer únosnosti (CBR) a lepšie drenážne charakteristiky ako pôvodné podkladové materiály z kameniva, čo z neho robí vynikajúci podkladový kurz. Americká Federálna správa ciest (FHWA) uvádza, že viac ako 100 miliónov ton RCA sa ročne používa v podkladových a podložných aplikáciách.
Kamenivo v novom betóne: RCA môže nahradiť 20 – 50 % hrubého kameniva v nových betónových povrchoch, hoci priľahlá malta zvyšuje potrebu vody a znižuje spracovateľnosť. Návrhy zmesí musia zohľadňovať vyššiu nasiakavosť RCA (4 – 8 % oproti 1 – 2 % pre pôvodné kamenivo) a nižšiu špecifickú hmotnosť.
Kamenivo v horúcej asfaltovej zmesi: RCA môže nahradiť 15 – 25 % hrubého kameniva v asfaltových podkladových vrstvách, hoci vysoká uhlovitosť RCA môže znížiť spracovateľnosť.
Cementová hodnota zvyškového cementu v RCA poskytuje dodatočnú výhodu v podkladových aplikáciách — nehydratovaný cement v malte môže pokračovať v hydratácii a zvyšovať pevnosť v čase. Výskum výboru AASHTO R-15 zdokumentoval, že podkladové vrstvy z RCA získavajú o 25 – 40 % vyššiu pevnosť počas prvých 12 mesiacov služby v porovnaní s podkladovými vrstvami z pôvodného kameniva.
Popolček
Popolček je jemný, práškový vedľajší produkt výroby elektriny z uhlia, zachytávaný zo spalín elektrostatickými odlučovačmi alebo tkaninovými filtrami. Popolček sa klasifikuje ako trieda F a trieda C podľa ASTM C618 na základe súčtu obsahu oxidu kremičitého, oxidu hlinitého a oxidu železitého a obsahu oxidu vápenatého. Popolček triedy F (nízky obsah vápnika, typicky z čierneho uhlia) má puzolánové vlastnosti a vyžaduje cementový aktivátor (zvyčajne portlandský cement alebo vápno). Popolček triedy C (vysoký obsah vápnika, typicky z hnedého alebo lignitového uhlia) má puzolánové aj samocementačné vlastnosti.
Aplikácie v povrchoch vozoviek:
Betónové povrchy: Popolček nahrádza 15 – 40 % portlandského cementu hmotnostne. Výhody zahŕňajú: znížené hydratačné teplo (dôležité pre masívne betónové konštrukcie a hrubé vozovkové dosky); zlepšenú spracovateľnosť a čerpateľnosť; zníženú priepustnosť a zlepšenú trvanlivosť; zvýšenú dlhodobú pevnosť; znížený potenciál alkalicko-kremičitej reakcie (ASR); a znížené náklady. Ukazovateľ udržateľnosti betónu — zníženie CO₂ na kubický yard — je priamo úmerný percentu náhrady cementu.
Stabilizované podkladové vrstvy: Popolček triedy C možno použiť ako samostatné spojivo na stabilizáciu pôdy a kameniva, s aplikáciami v úplnej hĺbkovej reklamácii (FDR) a cementom stabilizovanom podklade (CTB) .
Asfaltové povrchy: Popolček sa používa ako minerálne plnivo (prepadávajúce sitom č. 200) v asfaltových zmesiach v množstve 2 – 6 % hmotnosti celkového kameniva. Výhody zahŕňajú zlepšenú tuhosť, odolnosť voči poškodeniu vlhkosťou a odolnosť voči starnutiu.
Environmentálne aspekty: Zmeny v americkom elektroenergetickom priemysle — najmä vyraďovanie uhoľných elektrární a zvýšená výroba zemného plynu a obnoviteľných zdrojov — znížili dostupnosť popolčeka v niektorých regiónoch. American Coal Ash Association (ACAA) uviedla, že v roku 2022 sa prospešne využilo približne 38 miliónov ton popolčeka (57 % miera využitia). Dlhodobá neistota dodávok je faktorom pre špecifikácie, ktoré vyžadujú používanie popolčeka.
Mletá granulovaná vysokopecná troska (GGBFS)
Mletá granulovaná vysokopecná troska (GGBFS) je vedľajším produktom výroby železa. Roztavená troska z vysokých pecí sa rýchlo ochladzuje vodou za vzniku sklovitého granulovaného materiálu, potom sa suší a melie na jemnosť podobnú portlandskému cementu. GGBFS je klasifikovaná v norme ASTM C989 podľa indexu aktivity trosky, ktorý meria príspevok pevnosti v porovnaní s portlandským cementom.
GGBFS v betónových povrchoch: GGBFS nahrádza 25 – 70 % cementu hmotnostne. Vyššie úrovne náhrady sú bežnejšie v masívnych betónových aplikáciách (ako sú hrubé vozovkové dosky a veľké odstavné plochy). Výhody zahŕňajú: výrazne znížené hydratačné teplo; zlepšenú spracovateľnosť; svetlejšiu farbu (znižuje efekt tepelného ostrova); zlepšenú odolnosť voči sulfátovej korózii a ASR; vyššiu konečnú pevnosť; a zníženú priepustnosť. Svetlejšia farba troskového cementového betónu zvyšuje albedo (slnečnú odrazivosť) povrchov vozoviek, čo znižuje mestský tepelný ostrov a potenciálne znižuje okolité teploty v spevnených oblastiach o 2 – 5 °F.
Obmedzenia: Troskový cementový betón má pomalší vývoj počiatočnej pevnosti (7- až 14-dňové pevnosti sú nižšie ako u portlandského cementového betónu), čo môže byť problémom pre povrchy, ktoré musia byť rýchlo otvorené doprave. Pokládka v chladnom počasí si vyžaduje osobitnú pozornosť pri ošetrovaní a ochrane.
Gumový granulát z pneumatík
Gumový granulát z pneumatík sa používa v asfaltových povrchoch prostredníctvom dvoch primárnych procesov:
Mokrý proces (asfaltová guma): Gumový granulát (typicky 10 – 20 % hmotnosti spojiva) sa mieša s horúcim asfaltovým spojivom pri 350 – 400 °F (175 – 200 °C) po dobu 45 – 90 minút za vzniku reagovaného spojiva so zvýšenou viskozitou, elasticitou a teplotnou citlivosťou. Spojivá z asfaltovej gumy sa používajú v medzerovitých obrusných vrstvách (často nazývaných Asphalt Rubber Gap-Graded alebo AR-GG) na dosiahnutie výnimočnej odolnosti voči trhlinám, deformácii a trvanlivosti.
Suchý proces (gumou modifikovaný asfalt): Gumový granulát sa pridáva ako časť kameniva (typicky 1 – 3 % hmotnosti celkovej zmesi) a mieša sa s konvenčným spojivom. Suchý proces je jednoduchší, ale poskytuje menšie zlepšenie výkonnosti ako mokrý proces.
EPA a Rubber Manufacturers Association odhadujú, že v Spojených štátoch vzniká ročne približne 290 miliónov pneumatík. Používanie gumového granulátu v asfaltových povrchoch odvádza tieto pneumatiky zo skládok a hál, pričom spotrebuje 500 – 2 000 pneumatík na míľu pruhu povrchu modifikovaného gumou. Povrchy modifikované gumou tiež poskytujú znížený dopravný hluk (typicky zníženie o 2 – 5 dB v porovnaní s konvenčnými asfaltovými povrchmi), čo prispieva k iniciatívam tichých ciest.
Recyklovaný materiál
Typická náhrada pôvodného materiálu
Primárna aplikácia
Kľúčový environmentálny prínos
RAP
15 – 50 %
Asfaltové zmesi
Šetrí spojivo, kamenivo, skládkový priestor
RAS
3 – 5 % zmesi
Asfaltové zmesi
Koncentrovaný zdroj spojiva, odpadová diverzia
RCA
20 – 100 %
Podklad, podložie, betón
Šetrí kamenivo, znižuje stavebný odpad
Popolček
15 – 40 %
Betón, stabilizovaný podklad
Znižuje dopyt po cemente, pridaná hodnota
GGBFS
25 – 70 %
Betónové povrchy
Znižuje cement, zlepšuje trvanlivosť
Gumový granulát
1 – 3 % zmesi, 10 – 20 % spojiva
Asfaltové obrusné vrstvy
Diverzia odpadových pneumatík, zníženie hluku
Nízkoteplotné a studené technológie
Nízkoteplotná asfaltová zmes (WMA) a studená asfaltová zmes (CMA) sú výrobné technológie, ktoré znižujú teplotu, pri ktorej sa asfaltové zmesi vyrábajú a ukladajú, čím prinášajú významné environmentálne a prevádzkové výhody v porovnaní s konvenčnou horúcou asfaltovou zmesou (HMA).
Nízkoteplotná asfaltová zmes (WMA)
WMA sa vyrába pri teplotách o 30 – 120 °F (20 – 50 °C) nižších ako HMA — typicky v rozsahu 200 – 275 °F (95 – 135 °C) v porovnaní s 300 – 350 °F (150 – 175 °C) pre HMA. FHWA uznala WMA ako prioritnú technológiu od roku 2003 a podporila výskum, demonštračné projekty a implementáciu prostredníctvom Warm Mix Asphalt Technical Working Group (TWG) .
Technológie WMA spadajú do troch kategórií:
Peniace technológie: Penenie na báze vody je najpoužívanejšou technológiou WMA. Jemne rozprášená voda (typicky 1,5 – 2,5 % hmotnosti spojiva) sa vstrekuje do horúceho spojiva počas miešania, čo spôsobuje okamžitú vaporizáciu a objemovú expanziu spojiva, dočasne znižuje jeho viskozitu a zlepšuje obaľovanie kameniva pri nižších teplotách. Vodné injektážne systémy (napr. AquaBlack, Accu-Shear, Tri-Mix) sú najbežnejšie, nasledované prísadami na báze syntetického zeolitu (napr. Advera, Aspha-Min), ktoré obsahujú 18 – 21 % vody hmotnostne, uvoľnenej pri 185 – 360 °F (85 – 180 °C) na vytvorenie kontrolovaného penivého efektu.
Organické prísady:Fischer-Tropsch (FT) vosky (napr. Sasobit) a amidy mastných kyselín (napr. Asphaltan B) sa pridávajú v množstve 0,5 – 3 % hmotnosti spojiva. Tieto materiály sa topia pri teplotách nad približne 200 °F (95 °C), čím znižujú viskozitu spojiva, a kryštalizujú pri ochladzovaní, čím zvyšujú tuhosť a odolnosť voči deformácii. FT vosky sa vyrábajú zo zemného plynu alebo splyňovania uhlia.
Chemické prísady: Prísady na báze povrchovo aktívnych látok (napr. Evotherm, Cecabase, Iterlow) znižujú povrchové napätie systému spojivo-kamenivo, čím zlepšujú obaľovanie a spracovateľnosť pri znížených teplotách. Chemické prísady sa typicky dávkujú v množstve 0,3 – 0,8 % hmotnosti spojiva a ponúkajú výhodu, že nevyžadujú úpravy zariadenia.
Výhody WMA:Prieskum NAPA WMA Survey (2019) uviedol, že v USA sa vyrobilo 147,4 milióna ton WMA, čo predstavuje 26 % nárast oproti roku 2016. Zdokumentované výhody zahŕňajú: 20 – 35 % zníženie spotreby paliva; 15 – 40 % zníženie emisií CO₂; 18 – 35 % zníženie SO₂; 18 – 30 % zníženie NOx; 30 – 50 % zníženie emisií VOC a výparov; zlepšené pracovné podmienky v obaľovacej centrále a na mieste pokládky; predĺžená stavebná sezóna (schopnosť pokládky pri nižších okolitých teplotách); dlhšie prepravné vzdialenosti (znížené ochladzovanie zmesi); zlepšené zhutnenie (nižšie medzerovitosť pri rovnakom zhutňovacom úsilí); a schopnosť zvýšiť obsah RAP o 5 – 15 %.
Studená asfaltová zmes (CMA)
Studená asfaltová zmes sa vyrába a ukladá pri okolitých teplotách — typicky 50 – 100 °F (10 – 38 °C) — pričom ako spojivo sa používa emulgovaný asfalt alebo penený asfalt. CMA eliminuje všetku spotrebu energie a emisie súvisiace so zahrievaním z výrobného procesu, čím dosahuje maximálne možné zníženie energie a emisií pre asfaltové zmesi.
Studené zmesi s emulgovaným asfaltom používajú asfaltovú emulziu (60 – 70 % asfaltového spojiva, 30 – 40 % vody s emulgátorom), ktorá obaľuje kamenivo pri okolitej teplote. Zmes sa ukladá a zhutňuje a emulzia „praská" (oddeľuje sa na spojivo a vodu) odparovaním, pričom zvyškové spojivo spája kamenivo. Kationaktívne pomaly tuhnúce (CSS) emulzie sa najčastejšie používajú pre hustozrnné studené zmesi; kationaktívne stredne tuhnúce (CMS) a rýchlo tuhnúce (CRS) sa používajú pre medzerovité a vysprávkové zmesi.
Penené asfaltové studené zmesi používajú horúce spojivo (300 – 350 °F / 150 – 175 °C), ktoré je penené vstrekovaním vody (1,5 – 3 % hmotnosti spojiva) do prúdu spojiva pred miešaním so studeným, vlhkým kamenivom. Penivý asfalt rýchlo kolabuje, pričom obaľuje kamenivo v tenkých filmoch spojiva. Penené asfaltové studené zmesi sú obzvlášť účinné pre aplikácie studenej recyklácie na mieste (CIR) a úplnej hĺbkovej reklamácie (FDR) .
Výkonnosť CMA: Komplexné recenzie publikované v Sustainability (MDPI) dokumentujú, že CMA znižuje spotrebu energie o 35 – 50 % a emisie o 40 – 60 % v porovnaní s HMA. CMA má však typicky dlhší čas vytvrdzovania (7 – 28 dní na dosiahnutie plnej pevnosti), nižšiu počiatočnú pevnosť a vyššiu medzerovitosť ako HMA alebo WMA, čo obmedzuje jej použitie na podkladové vrstvy, cesty s nízkou intenzitou dopravy, krajnice a dočasné povrchy.
Recyklácia na mieste
Metódy recyklácie na mieste spracúvajú existujúci materiál povrchu vozovky na mieste a opätovne ho používajú ako súčasť novej konštrukcie vozovky, čím eliminujú odvoz, likvidáciu a výrobu pôvodných materiálov. Tieto metódy dosahujú najvyššie miery opätovného použitia materiálu (70 – 100 %) a najväčšie zníženie environmentálnych vplyvov súvisiacich s dopravou.
Studená recyklácia na mieste (CIR)
Studená recyklácia na mieste (CIR) je technika rehabilitácie povrchu vozovky, ktorá frézuje existujúci asfaltový povrch do hĺbky 3 – 6 palcov (75 – 150 mm), spracúva materiál (drvenie a triedenie), mieša ho so stabilizačným činidlom (asfaltová emulzia, penený asfalt alebo chemická prísada) a často rejuvenátorom, a opätovne ukladá a zhutňuje recyklovanú zmes — všetko v nepretržitej operácii pri okolitej teplote. CIR opätovne používa 70 – 100 % existujúceho materiálu povrchu vozovky.
Proces CIR typicky dosahuje úspory materiálu a nákladov o 20 – 40 % v porovnaní s konvenčnou rehabilitáciou frézovaním a prekládkou. Štúdie hodnotenia životného cyklu (Cross et al., 2011) dokumentujú, že CIR znižuje spotrebu energie o 40 – 65 % a emisie skleníkových plynov o 45 – 60 % v porovnaní s tradičnými rehabilitačnými metódami, ktoré zahŕňajú odvoz vyfrézovaného materiálu a dovoz pôvodného kameniva a spojiva.
ARRA (Asphalt Recycling and Reclaiming Association) uznáva CIR ako etablovanú technológiu s zdokumentovanými výkonnostnými záznamami presahujúcimi 30 rokov. Povrchy ošetrené CIR zvyčajne poskytujú 8 – 15 rokov dodatočnej životnosti, keď sú prekryté obrusnou vrstvou z horúcej alebo nízkoteplotnej zmesi.
Horúca recyklácia na mieste (HIR)
Horúca recyklácia na mieste (HIR) je rehabilitačný proces, ktorý zahrieva existujúci asfaltový povrch na 250 – 300 °F (120 – 150 °C), rozrýva zahriaty materiál do hĺbky ¾ – 2 palcov (20 – 50 mm), mieša rozrývaný materiál s rejuvenačným činidlom a voliteľne s pôvodným kamenivom a spojivom, a opätovne ukladá a zhutňuje recyklovanú zmes v jednej nepretržitej operácii. ARRA rozpoznáva tri procesy HIR:
Ohrevová rozrývacia metóda zahŕňa viacero ohrevových prechodov, mechanické rozrývanie, aplikáciu rejuvenátora a opätovné zhutnenie — vhodné pre hĺbky do 1 palca (25 mm). Prekrývacia metóda kombinuje recyklovanú vrstvu HIR so simultánnou tenkou prekládkou novej HMA umiestnenej priamo za recyklačným vlakom, čím vytvára tepelné spojenie medzi recyklovanou a novou vrstvou. Premiešavacia metóda zbiera rozrývaný materiál, mieša ho s rejuvenátorom a voliteľnou pôvodnou HMA v miesiči a aplikuje premiešaný materiál ako jednu homogénnu vrstvu.
HIR bez prekládky typicky poskytuje 3 – 8 rokov dodatočnej životnosti povrchu; HIR s prekládkou poskytuje 10 – 12 rokov alebo viac. HIR eliminuje prepravu materiálu, znižuje spotrebu pôvodných materiálov o 70 – 90 % a znižuje celkovú spotrebu energie projektu o 30 – 50 % v porovnaní s konvenčným frézovaním a prekládkou. FHWA uvádza, že projekty HIR v Kalifornii, Wisconsine a Texase preukázali rovnakú alebo lepšiu výkonnosť ako konvenčná rehabilitácia pri o 30 – 50 % nižších nákladoch.
Úplná hĺbková reklamácia (FDR)
Úplná hĺbková reklamácia (FDR) je technika rehabilitácie povrchu vozovky, ktorá pulverizuje celú hrúbku existujúcej konštrukcie vozovky (asfaltové aj podkladové vrstvy) do hĺbky 6 – 18 palcov (150 – 450 mm), mieša pulverizovaný materiál so stabilizačným činidlom (cement, popolček, vápno, penený asfalt alebo emulzia) a zhutňuje stabilizovaný materiál ako novú homogénnu podkladovú vrstvu. FDR zvyčajne dostáva prekládku obrusnej vrstvy.
FDR opätovne používa 100 % existujúcich materiálov povrchu vozovky — asfalt, podklad a niekedy aj podložie. Asphalt Recycling and Reclaiming Association uvádza, že FDR znižuje náklady na materiál o 50 – 70 %, spotrebu energie o 50 – 65 % a emisie skleníkových plynov o 45 – 60 % v porovnaní s rekonštrukciou (úplné odstránenie a výmena). FDR tiež eliminuje štrukturálne problémy existujúcich vrstiev vozovky (reflexné trhliny, odlupovanie, kontaminácia podkladu) vytvorením novej homogénnej podkladovej vrstvy.
Road Science — spoločná publikácia Portland Cement Association a Asphalt Institute — dokumentuje, že správne navrhnuté projekty FDR dosahujú štrukturálne čísla ekvivalentné 4 – 8 palcom (100 – 200 mm) konvenčného granulovaného podkladu, s hodnotami modulu pružnosti 100 000 – 400 000 psi v závislosti od typu a dávkovania stabilizátora.
Priepustné povrchy
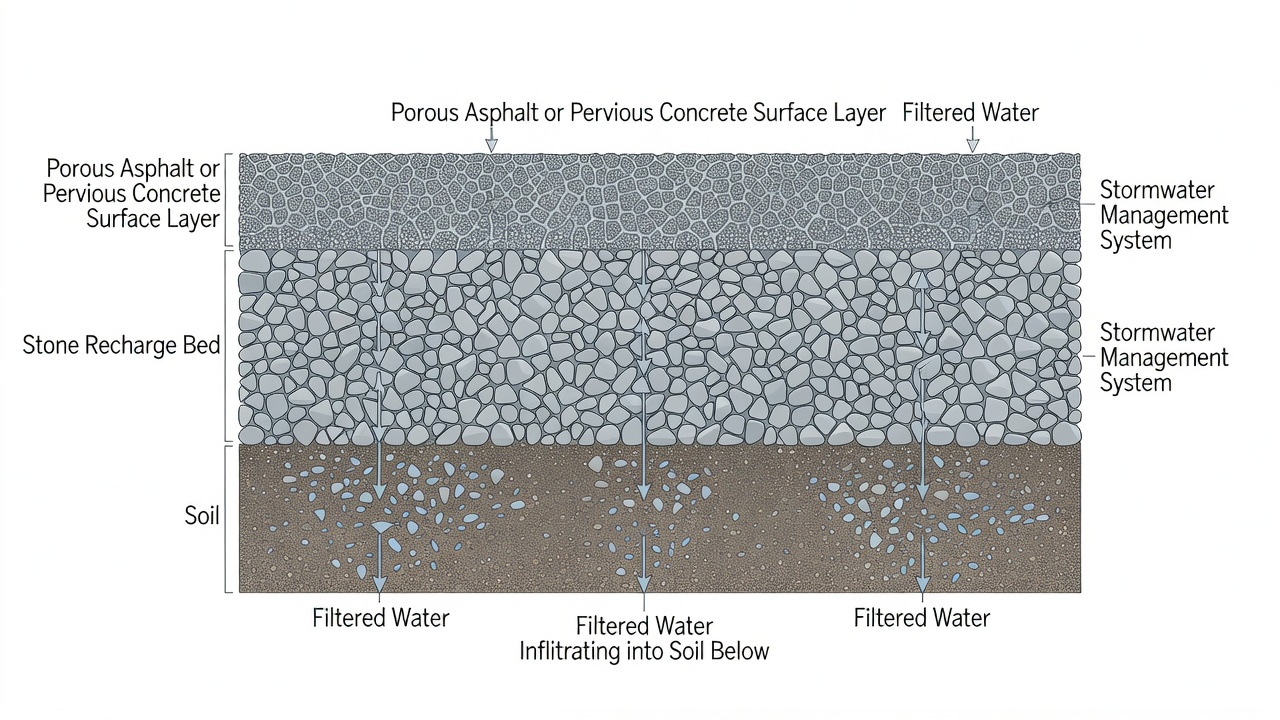
Priepustné povrchy sú technické systémy povrchov vozoviek, ktoré umožňujú dažďovej vode infiltráciu cez povrch do podložných kamenných akumulačných vrstiev a pôvodných pôd. Sú kľúčovou praxou nízko nárazového rozvoja (LID) a zelenej infraštruktúry (GI) pre riadenie mestskej dažďovej vody. Používajú sa dva primárne typy: pórovitý asfalt a priepustný betón.
Pórovitý asfalt
Pórovitý asfalt je medzerovitá asfaltová zmes so zníženým obsahom jemných častíc (typicky 12 – 18 % medzier v porovnaní s 3 – 5 % pre hustozrnnú HMA), ktorá umožňuje vode prechádzať cez povrch vozovky. Pórovitý asfaltový povrch sa ukladá na kamennú akumulačnú vrstvu — hrubú vrstvu (typicky 12 – 36 palcov / 300 – 900 mm) čistého, rovnomerne zrnitého drveného kameňa — ktorá akumuluje infiltráciu a umožňuje jej vsakovanie do podložia. Kamenná vrstva tiež poskytuje štrukturálnu podporu povrchu.
Systém pórovitého asfaltu pozostáva z:
Pórovitého asfaltového povrchu: hrúbka 2 – 4 palce (50 – 100 mm), s obsahom asfaltu typicky 5,5 – 6,5 % a polymérom modifikovaným spojivom pre trvanlivosť
Škrtiacej vrstvy: tenkej (1 – 2 palce / 25 – 50 mm) vrstvy menšieho kameňa (0,5 palca / 12,5 mm), ktorá bráni migrácii povrchového materiálu do akumulačnej vrstvy
Filtračnej textílie: netkanej geotextílie oddeľujúcej kamennú vrstvu od podložia na zabránenie migrácie jemných častíc
Drenážneho potrubia (voliteľné) : perforovaného potrubia na dne alebo v blízkosti dna akumulačnej vrstvy na odvod prebytočnej vody, keď je vrstva plná alebo keď sú rýchlosti infiltrácie podložia nedostatočné
Údaje o výkonnosti:University of New Hampshire Stormwater Center (UNHSC) , EPA a ďalšie inštitúcie zdokumentovali, že správne navrhnuté systémy pórovitého asfaltu: znižujú celkový objem odtoku o 80 – 98 %; znižujú špičkové rýchlosti odtoku o 60 – 90 %; odstraňujú 80 – 95 % celkových nerozpustených látok (TSS); znižujú celkový fosfor o 60 – 70 %; znižujú celkový dusík o 50 – 60 %; znižujú ťažké kovy (zinok, meď, olovo, kadmium) o 90 – 99 %; a odstraňujú 90 %+ ropných uhľovodíkov.
Priepustný betón
Priepustný betón (tiež nazývaný pórovitý betón alebo betón bez jemných častíc) je zmes portlandského cementu, hrubého kameniva, vody a malého alebo žiadneho jemného kameniva. Absencia pieskového kameniva vytvára prepojené póry (15 – 35 % objemu), ktoré umožňujú vode prechádzať materiálom pri typických rýchlostiach infiltrácie 2 – 10 galónov za minútu na štvorcovú stopu (80 – 400 L/min/m²).
Priepustný betón sa ukladá na podobný systém kamennej akumulačnej vrstvy ako pórovitý asfalt. Návrh zmesi zvyčajne používa rovnomerne zrnité hrubé kamenivo (3/8 – 3/4 palca / 9,5 – 19 mm), vodný súčiniteľ 0,35 – 0,45 (kritický pre zachovanie prepojenia pórov), obsah cementu 500 – 700 lb/yd³ (300 – 420 kg/m³) a často zahŕňa chemické prísady (plastifikátory, spomaľovače, stabilizátory hydratácie) a doplnkové cementové materiály (popolček, kremičitý úlet) na zlepšenie spracovateľnosti a trvanlivosti.
Štrukturálny návrh: Priepustné betónové povrchy sú typicky navrhnuté pre aplikácie s nízkou intenzitou dopravy, ako sú parkoviská, chodníky, cyklotrasy a krajnice. Pevnosť v tlaku sa pohybuje od 2 000 do 4 000 psi (14 – 28 MPa) a pevnosť v ťahu za ohybu sa pohybuje od 350 do 600 psi (2,4 – 4,1 MPa).
Povrch s dlhou životnosťou (permanentný povrch)
Permanentný povrch (tiež nazývaný povrch s dlhou životnosťou) je asfaltový povrch navrhnutý a postavený tak, aby vydržal 50 rokov alebo dlhšie bez potreby veľkej štrukturálnej rehabilitácie alebo rekonštrukcie. Koncept prvýkrát formulovala Asphalt Pavement Alliance (APA) v roku 2000 a rýchlo získal uznanie na celom svete ako udržateľná alternatíva ku konvenčnému 20-ročnému návrhu pre zariadenia s vysokou intenzitou dopravy.
Návrhová filozofia
Koncept permanentného povrchu uznáva, že únavové zlyhanie povrchu vozovky vzniká ako trhliny šíriace sa zdola — ťahové deformácie na dne asfaltovej vrstvy spôsobené dopravným zaťažením spôsobujú iniciáciu a šírenie trhlín nahor. Ak je možné udržať ťahovú deformáciu na dne asfaltovej vrstvy pod medzou únavy materiálu — úrovňou deformácie, pod ktorou sa neakumuluje žiadne únavové poškodenie bez ohľadu na počet opakovaní zaťaženia — potom povrch môže teoreticky vydržať neobmedzene bez štrukturálneho únavového zlyhania.
Medza únavy pre asfaltové zmesi sa typicky uvádza ako 70 – 100 mikrodeformácií (με) na základe laboratórneho testovania a terénnej kalibrácie. Návrh permanentného povrchu používa mechanisticko-empirickú (M-E) analýzu (často so softvérom PerRoad vyvinutým na Auburn University’s National Center for Asphalt Technology) na výpočet kritickej ťahovej deformácie na dne asfaltovej vrstvy a výber hrúbok vrstiev tak, aby ťahová deformácia zostala pod medzou únavy pre návrhové dopravné spektrum.
Konštrukčné vrstvy
Permanentné povrchy sú štruktúrované ako viacvrstvové systémy s odlišnými funkciami:
Spodná vrstva (vrstva odolná voči únave): Hrúbka 4 – 6 palcov (100 – 150 mm), navrhnutá s vysokým obsahom spojiva (typicky 5,5 – 6,5 % hmotnosti zmesi), optimalizovaným VMA (medzery v minerálnom kamenive 14 – 17 %) a mäkkou triedou spojiva (PG 58-28 alebo mäkšie). Táto vrstva poskytuje maximálnu odolnosť voči únavovým trhlinám šíriacim sa zdola. Bohaté spodné vrstvy môžu používať návrh bohatého spodného podkladu (RBB) s obsahom spojiva o 0,5 – 1,0 % vyšším ako konvenčné zmesi.
Medzivrstva (vrstva rozdeľujúca zaťaženie): 4 – 6 palcov (100 – 150 mm) asfaltovej zmesi s vysokým modulom navrhnutej na rozloženie dopravného zaťaženia na veľkú plochu, čím sa znižuje namáhanie spodnej vrstvy a podložia. Táto vrstva používa tuhé spojivo (PG 76-22 alebo vyššie) a kvalitné kamenivo na dosiahnutie hodnôt modulu 1 500 000 – 2 500 000 psi (10 000 – 17 500 MPa) pri štandardných podmienkach.
Obrusná vrstva: 1,5 – 2,5 palca (38 – 63 mm) deformačne odolnej, trvanlivej povrchovej zmesi, typicky používajúcej polymérom modifikované spojivo a medzerovitú alebo kamennú asfaltovú zmes (SMA) . Obrusná vrstva sa obnovuje každých 15 – 20 rokov frézovaním vrchnej vrstvy v hrúbke 1,5 – 2,5 palca a jej nahradením novou povrchovou zmesou — čo je jediná údržba potrebná počas štrukturálnej životnosti povrchu.
Výhody a výkonnosť
Program APA Perpetual Pavement Awards uznal viac ako 200 projektov permanentných povrchov v Spojených štátoch. Zdokumentované výhody zahŕňajú: 50+ ročnú štrukturálnu životnosť; úspory nákladov životného cyklu o 20 – 40 % v porovnaní s konvenčným 20-ročným návrhom povrchu; zníženú spotrebu materiálov (žiadny cyklus rekonštrukcie); znížené oneskorenia používateľov (len krátkodobé prerušenia pri obnove povrchu); zníženú tvorbu odpadu (žiadna demolačná suť); a nižšiu spotrebu energie a emisie životného cyklu o 25 – 45 %.
Pozoruhodné príklady permanentných povrchov zahŕňajú I-35 v Texase (pôvodný úsek zo 60. rokov, stále v prevádzke len s pravidelnou obnovou povrchu), I-295 pri Baltimore, Maryland (navrhnutý na 50+ rokov, povrch obnovený v 20. roku s minimálnym zásahom) a diaľnice v Missouri a Wisconsine, ktoré presiahli 30 rokov služby len s obnovou povrchu.
Hodnotenie životného cyklu (LCA)
Hodnotenie životného cyklu (LCA) je systematická metodika používaná na kvantifikáciu environmentálnych vplyvov povrchu vozovky počas všetkých fáz jeho životného cyklu. LCA sa riadi normami ISO 14040 (princípy a rámec) a ISO 14044 (požiadavky a usmernenia), s odvetvovo špecifickými usmerneniami pre povrchy vozoviek poskytnutými rámcom FHWA Pavement LCA, medzinárodným systémom EPD a ISO 21930 (udržateľnosť v stavebníctve — environmentálne vyhlásenia o produkte pre stavebné výrobky).
Fázy LCA pre povrchy vozoviek
Životný cyklus povrchu vozovky je rozdelený na fázy životného cyklu podľa definície v EN 15804 a ISO 21930:
Fáza výrobku (A1 – A3): Zahŕňa ťažbu a spracovanie surovín (A1), prepravu surovín na výrobu (A2) a výrobu komponentov povrchu vozovky (A3). Pre asfalt to zahŕňa ťažbu a drvenie kameniva, rafináciu a prepravu asfaltového spojiva a výrobu horúcej/nízkoteplotnej zmesi. Pre betón to zahŕňa výrobu cementu, ťažbu kameniva, dávkovanie betónu. Fáza výrobku zvyčajne predstavuje 50 – 80 % celkových vplyvov životného cyklu povrchov vozoviek.
Fáza výstavby (A4 – A5): Zahŕňa prepravu materiálov z výrobného závodu na miesto projektu (A4) a prevádzku stavebných zariadení (A5) — pokládku, zhutňovanie, konečnú úpravu, ošetrovanie. Výstavba zvyčajne predstavuje 5 – 20 % celkových vplyvov.
Fáza používania (B1 – B8): Zahŕňa celú životnosť povrchu vozovky vrátane: údržby (B1 – B2) — zalievanie trhlín, vysprávky, povrchové ošetrenia; rehabilitácie (B3 – B5) — prekládky, recyklácia, výmena dosiek; prevádzkovej spotreby energie (B6) — osvetlenie, čerpanie; a vplyvov používateľov — spotreba paliva vozidiel, valivý odpor (B8). Fáza používania môže predstavovať 50 – 80 % celkových vplyvov životného cyklu, keď sú zahrnuté účinky spotreby paliva používateľov (efekt „dominancie fázy používania" zdokumentovaný MIT Concrete Sustainability Hub).
Fáza konca životnosti (C1 – C4): Zahŕňa demontáž (C1), prepravu na spracovanie odpadu (C2), spracovanie odpadu (C3) a likvidáciu (C4). Kredity za recykláciu a opätovné použitie na konci životnosti sa účtujú v module D (prínosy a zaťaženie mimo hraníc systému).
Kategórie vplyvov
LCA povrchov vozoviek hodnotí viacero kategórií environmentálneho vplyvu, definovaných metódou TRACI (Tool for Reduction and Assessment of Chemicals and Other Environmental Impacts) v USA alebo metódami CML a ReCiPe v Európe:
Kategória vplyvu
Jednotka
Hlavní prispievatelia pri povrchoch vozoviek
Potenciál globálneho otepľovania (GWP)
kg CO₂ ekv.
Výroba cementu, ohrev asfaltu, spaľovanie nafty
Potenciál acidifikácie (AP)
kg SO₂ ekv.
Naftové zariadenia, cementové pece
Potenciál eutrofizácie (EP)
kg N ekv.
Stavebný odtok, výroba materiálov
Potenciál tvorby smogu (SFP)
kg O₃ ekv.
Emisie VOC z asfaltu, naftové NOx
Potenciál poškodzovania ozónovej vrstvy (ODP)
kg CFC-11 ekv.
Chladivá, nadúvadlá
Primárny energetický dopyt (PED)
MJ
Všetka výrobná a stavebná energia
Spotreba vody
m³
Výroba betónu, tlmenie prachu
LCA v rozhodovaní
MIT Concrete Sustainability Hub (CSHub) publikoval rozsiahle práce o metodike a zisteniach LCA povrchov vozoviek. Kľúčové poznatky z výskumu CSHub: predĺženie životnosti povrchu vozovky z 20 na 50 rokov znižuje celkové vplyvy životného cyklu o 30 – 50 %; fáza používania (spotreba paliva vozidiel súvisiaca s nerovnosťou a tuhosťou povrchu) môže dominovať celkovým vplyvom životného cyklu pre cesty s vysokou intenzitou dopravy; a používanie recyklovaných materiálov znižuje vplyvy výrobnej fázy o 15 – 30 %.
Rámec FHWA Pavement LCA (publikovaný ako FHWA-HIF-15-015) poskytuje štandardizované usmernenie na vykonávanie LCA projektov povrchov vozoviek. Rámec odporúča, aby všetky štúdie LCA povrchov vozoviek: jasne definovali funkčnú jednotku, hranicu systému a obdobie analýzy; zahŕňali všetky fázy životného cyklu (minimálne A1 – A5, B3 – B5 a C1 – C4); používali konzistentné metódy hodnotenia vplyvov; a uvádzali všetky kľúčové zdroje údajov a predpoklady pre transparentnosť.
Environmentálne vyhlásenia o produkte (EPD)
Environmentálne vyhlásenia o produkte (EPD) sú štandardizované, treťou stranou overené dokumenty, ktoré transparentne komunikujú environmentálne vplyvy produktu počas jeho životného cyklu. EPD sú založené na hodnotení životného cyklu (LCA) vykonanom podľa ISO 14025 (environmentálne vyhlásenia typu III) a ISO 21930 (základné pravidlá pre EPD stavebných výrobkov). EPD umožňujú priame porovnanie environmentálnej výkonnosti rôznych produktov plniacich rovnakú funkciu a podporujú informované rozhodnutia pri obstarávaní.
Štruktúra a obsah EPD
EPD materiálu povrchu vozovky sa riadi pravidlami pre kategóriu výrobku (PCR) — súborom špecifických pravidiel, požiadaviek a usmernení na vypracovanie EPD pre konkrétnu kategóriu výrobku. National Asphalt Pavement Association (NAPA) a Portland Cement Association (PCA) vyvinuli celoodvetvové (generické) PCR a EPD pre asfaltové zmesi a betón. Jednotliví výrobcovia môžu tiež vypracovať produktovo špecifické EPD na základe svojich skutočných výrobných údajov.
EPD uvádza environmentálne vplyvy na deklarovanú jednotku — typicky 1 metrická tona asfaltovej zmesi alebo 1 kubický yard (alebo meter) betónu. Vplyvy sa uvádzajú podľa modulu životného cyklu (A1 – A3, A4, A5 atď.) pre:
Potenciál globálneho otepľovania (GWP) v kg CO₂ ekv.
Potenciál poškodzovania ozónovej vrstvy (ODP) v kg CFC-11 ekv.
Potenciál acidifikácie (AP) v kg SO₂ ekv.
Potenciál eutrofizácie (EP) v kg N ekv.
Potenciál tvorby smogu (SFP) v kg O₃ ekv.
Primárny energetický dopyt (PED), obnoviteľný aj neobnoviteľný, v MJ
Spotreba materiálových zdrojov v kg
Overenie a registrácia EPD
EPD musia byť overené treťou stranou akreditovaným overovacím orgánom. Overenie potvrdzuje, že LCA a EPD sú v súlade s ISO 14025, ISO 21930 a príslušnými PCR. Overené EPD sú publikované a registrované u prevádzkovateľa programu EPD — príklady zahŕňajú UL Environment, ASTM International, International EPD System a NSF International.
K roku 2025 je v Severnej Amerike registrovaných viac ako 2 500 EPD stavebných materiálov, vrátane stoviek EPD pre asfaltové zmesi a betón. Program NAPA’s Emerald Eco-Label publikoval viac ako 200 EPD pre asfaltové zmesi od viac ako 60 výrobcov, pokrývajúcich všetkých 50 štátov USA.
Používanie EPD pri obstarávaní
EPD sú čoraz častejšie vyžadované pri obstarávaní povrchov vozoviek, riadené politikami Buy Clean a systémami hodnotenia zelených budov:
Buy Clean California (2022) vyžaduje EPD pre konštrukčnú oceľ, výstužnú oceľ, betón a asfalt v štátne financovaných infraštruktúrnych projektoch nad určenými prahmi.
Buy Clean Washington (2023) vyžaduje EPD pre betón a asfalt v štátnych projektoch s oznámenými maximálnymi limitmi GWP.
Buy Clean Colorado (2024) vyžaduje EPD pre betón, oceľ a asfalt na štátnych infraštruktúrnych projektoch.
LEED v5 (2024) zahŕňa kredity za optimalizáciu EPD, vyžadujúce používanie výrobkov pokrytých EPD a odmeňujúce výber výrobkov s nižším uvedeným GWP.
Envision (hodnotenie udržateľnej infraštruktúry) udeľuje kredity za vyžadovanie a používanie EPD pre projektové materiály.
Greenroads zahŕňa požiadavky na dokumentáciu a používanie EPD.
Trend smerujúci k obstarávaniu založenému na EPD vytvára trhové stimuly pre výrobcov na znižovanie environmentálnej stopy svojich výrobkov a pre špecifikátorov na uprednostňovanie materiálov s nižším vplyvom.
Špecifikácie udržateľnosti
Špecifikačné normy a hodnotiace systémy poskytujú rámec, v ktorom sa navrhujú, stavajú a overujú udržateľné povrchy vozoviek. Kľúčové špecifikácie zahŕňajú:
Medzinárodné normy
ISO 14040/14044: Základné normy pre metodiku LCA, definujúce štyri fázy LCA: definícia cieľa a rozsahu, analýza inventára, hodnotenie vplyvov a interpretácia.
ISO 14025: Stanovuje princípy a postupy pre environmentálne vyhlásenia typu III (EPD), vrátane požiadavky na pravidlá pre kategóriu výrobku (PCR) a overenie treťou stranou.
ISO 21930: Poskytuje základné pravidlá pre environmentálne vyhlásenia o produkte stavebných výrobkov a služieb vrátane povrchov vozoviek. Táto norma definuje moduly životného cyklu, formát vykazovania a kategórie vplyvov.
EN 15804: Európska norma pre EPD stavebných výrobkov, harmonizovaná s ISO 21930. EN 15804+A2 (2021) zahŕňa ďalšie kategórie vplyvov a aktualizované charakterizačné faktory.
Špecifikácie návrhu povrchov vozoviek
Program FHWA Sustainable Pavement: Komplexný program poskytujúci usmernenia, nástroje a zdroje na integráciu udržateľnosti do návrhu a riadenia povrchov vozoviek. Program zahŕňa rámec Pavement LCA, nástroj Sustainable Pavements a technické usmernenia o RAP, WMA a priepustných povrchoch.
FAA AC 150/5320-6G: Airport Pavement Design and Evaluation — povoľuje používanie recyklovaných materiálov (RAP, RCA, popolček) a nízkoteplotných technológií na letiskových povrchoch za predpokladu, že recyklované zmesi spĺňajú všetky príslušné špecifikácie výkonnosti (P-401, P-501, P-209 atď.).
ICAO Doc 9157 Part 3: Aerodrome Design Manual, Part 3: Pavements — poskytuje medzinárodné usmernenie o udržateľných postupoch povrchov vozoviek vrátane používania recyklovaných materiálov, princípov LCA a stratégií ochrany povrchov.
AASHTO PP 105: Standard Practice for Balanced Mix Design — poskytuje rámec pre návrh asfaltovej zmesi založený na výkonnosti, ktorý umožňuje zvýšený obsah RAP pri súčasnom zabezpečení odolnosti voči trhlinám a deformácii prostredníctvom výkonnostného testovania.
Hodnotiace systémy udržateľnosti
LEED (Leadership in Energy and Environmental Design): Hodnotiaci systém LEED v5 zahŕňa kredity pre: udržateľné lokality (hospodárenie s dažďovou vodou prostredníctvom priepustných povrchov), materiály a zdroje (recyklovaný obsah, regionálne materiály, EPD) a inovácie (pokročilé postupy udržateľnosti). Povrchy vozoviek môžu prispievať k certifikácii LEED pre budovy a areálové projekty.
Envision: Komplexný systém hodnotenia udržateľnej infraštruktúry vyvinutý Institute for Sustainable Infrastructure (ISI) . Envision pokrýva 64 kreditov udržateľnosti v piatich kategóriách: kvalita života, vedenie, alokácia zdrojov, prírodný svet a klíma a odolnosť. Projekty povrchov vozoviek môžu získať kredity za používanie recyklovaných materiálov, LCA, EPD, hospodárenie s dažďovou vodou a predĺženú životnosť.
Greenroads: Systém hodnotenia udržateľnosti špecificky pre cestné projekty, vyvinutý Greenroads Foundation. Greenroads udeľuje kredity za: technológiu povrchu (WMA, priepustný povrch, permanentný povrch), materiály (recyklovaný obsah, miestne materiály, EPD), prístup a spravodlivosť a stavebné postupy (znižovanie emisií, odpadové hospodárstvo).
Politiky Buy Clean
Politiky Buy Clean vyžadujú, aby stavebné materiály používané vo verejných infraštruktúrnych projektoch spĺňali maximálne limity vstavaného uhlíka a boli pokryté EPD. K roku 2025 boli politiky Buy Clean prijaté: Kaliforniou, Coloradom, Washingtonom, Minnesotou, Oregonom, New Jersey, New Yorkom a americkou Všeobecnou správou služieb (pre federálne projekty). Tieto politiky priamo ovplyvňujú špecifikácie materiálov povrchov vozoviek tým, že vyžadujú predkladanie EPD s ponukami a stanovujú maximálne limity GWP vyjadrené ako kg CO₂ ekv. na tonu asfaltovej zmesi alebo na kubický yard betónu.
Kontrola udržateľných povrchov vozoviek
Udržateľné rozhodnutia o povrchu vozovky — recyklovaný obsah, nízkoteplotná výroba, priepustné povrchy, návrh s dlhou životnosťou — ovplyvňujú každý aspekt kontroly povrchu vozovky, od predvýrobného overovania materiálov až po povýrobnú preberaciu kontrolu a priebežné monitorovanie stavu. Kontrolní pracovníci musia byť oboznámení so špecifickými požiadavkami na kontrolu pre každú udržateľnú technológiu.
Kontrola overovania materiálov
Pre povrchy s recyklovaným obsahom musí kontrola overiť:
Kvalitu a konzistentnosť RAP: Kontrolní pracovníci musia overiť, že zásoby RAP sú správne oddelené podľa zdroja, drvené a triedené podľa špecifikácie a bez nežiaducich materiálov. Odber vzoriek a testovanie RAP podľa AASHTO T 2 a AASHTO T 168 musí potvrdiť obsah spojiva (AASHTO T 164), zrnitosť (AASHTO T 30) a vlastnosti spojiva (extrakcia a obnova podľa ASTM D2172/D1856). Vlhkosť RAP musí byť monitorovaná, pretože vysoká vlhkosť môže ovplyvniť výrobu WMA a reguláciu teploty zmesi.
Kvalitu RAS: Kontrolní pracovníci musia overiť, že RAS je spracovaný na odstránenie nežiaducich materiálov (klince, drevo, plsť, plast) a triedený podľa špecifikácie. Testovanie obsahu spojiva v RAS je kritické kvôli vysokému obsahu spojiva (20 – 30 %) a jeho vplyvu na výpočty celkového obsahu spojiva.
Overenie SCM: Pre popolček a GGBFS v betónových povrchoch musia kontrolní pracovníci overiť: certifikáciu zdroja podľa ASTM C618 (popolček) alebo ASTM C989 (GGBFS); jemnosť, špecifickú hmotnosť a chemické zloženie; a stav skladovania (popolček musí byť skladovaný v suchých silách, aby sa zabránilo hydratácii). Percento náhrady cementu musí byť overené v schválenom návrhu zmesi a potvrdené prostredníctvom dávkovacích záznamov.
Overenie gumového granulátu: Pre spojivá z asfaltovej gumy musia kontrolní pracovníci overiť: zrnitosť gumového granulátu, zdroj (typ pneumatiky) a percento hmotnosti spojiva; reakčnú teplotu a čas (45 – 90 minút pri 350 – 400 °F); a vlastnosti spojiva (viskozitu, elasticitu) podľa ASTM D6114 (Standard Specification for Asphalt-Rubber Binder).
Kontrola nízkoteplotných zmesí
WMA vyžaduje špecializované kontrolné postupy nad rámec konvenčnej kontroly HMA:
Monitorovanie teploty: Kľúčovým akceptačným kritériom pre WMA je výrobná teplota. Infračervené teplomery a teplotné sondy musia overiť, že WMA je vyrábaná a ukladaná v špecifikovanom teplotnom rozsahu (typicky 200 – 275 °F / 95 – 135 °C v závislosti od technológie). Musí byť zdokumentovaná výrobná teplota (v obaľovacej centrále) aj teplota pri pokládke (vo finišení).
Overenie piaceho systému: Pre vodnú injektáž WMA musia kontrolní pracovníci overiť, že injektážny systém pracuje správne: prietok vody (0,8 – 2,5 % hmotnosti spojiva), prietok spojiva a stav peniacej dýzy. Penivé charakteristiky — vrátane expanzného pomeru (typicky 3 – 8-násobok pôvodného objemu spojiva) a polčasu rozpadu (čas, za ktorý pena kolabuje na polovicu maximálneho objemu, typicky 10 – 30 sekúnd) — by mali byť overené podľa špecifikácií AASHTO.
Overenie dávkovania prísad: Pre chemické a organické prísady WMA technológií musia kontrolní pracovníci overiť, že prísada je dávkovaná v stanovenej miere. To zahŕňa: kontrolu hladín v nádržiach prísady, údaje z prietokomerov a kalibráciu injektážneho systému; preskúmanie certifikátov analýzy prísady; a potvrdenie, že prísada nepresiahla svoju dobu použiteľnosti.
Testovanie zhutnenia: WMA sa zhutňuje inak ako HMA kvôli zníženej teplote a modifikovanej reológii spojiva. Testovanie jadrovým hustotomerom alebo hustoty jadrových vzoriek sa musí vykonávať s rovnakou frekvenciou ako pri projektoch HMA, ale akceptačné kritériá môžu vyžadovať úpravu na základe konkrétnej technológie WMA. Teplotno-hustotné krivky by sa mali vypracovať počas kontrolného pásu (skúšobného úseku) na stanovenie teplotného okna zhutnenia.
Kontrola priepustných povrchov
Priepustné povrchy vyžadujú kontrolné protokoly špecifické pre ich duálnu odtokovo-štrukturálnu funkciu:
Rýchlosť infiltrácie povrchu: Skúška ASTM C1701/C1701M (Standard Test Method for Infiltration Rate of In-Place Pervious Concrete) sa používa pre priepustný betón aj pórovitý asfalt. Dvojkrúžkový infiltrometer sa utesní na povrch inštalatérskym tmelom, voda sa predvlhčí cez vnútorný krúžok a rýchlosť infiltrácie sa meria ako čas na infiltráciu meraného objemu vody. Minimálne akceptovateľné rýchlosti infiltrácie sú typicky 0,8 – 1,0 palca za hodinu (20 – 25 mm/h). Akceptačné testovanie by sa malo vykonávať s frekvenciou jeden test na 5 000 – 10 000 štvorcových stôp (450 – 950 m²) povrchu.
Obsah medzier: Akceptácia pórovitého asfaltu zvyčajne vyžaduje overenie obsahu medzier (cieľ 15 – 20 %) pomocou testovania jadrových vzoriek podľa ASTM D3203 alebo AASHTO T 269. Pre priepustný betón sa obsah medzier meria podľa ASTM C1754 (Standard Test Method for Density and Void Content of Pervious Concrete).
Kontrola kamennej akumulačnej vrstvy: Kamenná akumulačná vrstva musí byť skontrolovaná na: zrnitosť kameniva (rovnomerne zrnité kamenivo 1,5 – 2,5 palca podľa špecifikácie); hrúbku vrstvy (meranú geodeticky alebo sondou); stav filtračnej textílie (žiadne trhliny, správne presahy 12 – 18 palcov); a umiestnenie, sklon a stav vyústenia drenážneho potrubia.
Monitorovanie akumulácie sedimentov: Výkonnosť priepustných povrchov sa časom zhoršuje, keď sa v povrchových póroch hromadí sediment. Pravidelná kontrola (štvrťročne až ročne) by mala zahŕňať: vizuálnu kontrolu na povrchové kaluže; meranie povrchového sedimentu (hrúbka nahromadeného sedimentu, ak existuje); posúdenie upchatia prostredníctvom testovania infiltrácie povrchu; a plánovanie vysávania, keď rýchlosti infiltrácie klesnú pod minimálne prahové hodnoty.
Kontrola permanentných povrchov
Kontrola permanentných povrchov sa zameriava na overovanie vlastností konštrukčných vrstiev a monitorovanie poruchových mechanizmov, ktoré by mohli ohroziť návrh s dlhou životnosťou:
Kontrola bohatého spodného podkladu: Vrstva odolná voči únave vyžaduje overenie: obsahu spojiva (o 0,5 – 1,0 % vyšší ako konvenčné podkladové zmesi); medzier (cieľ 3 – 5 %); a VMA (minimum 14 – 17 %). Obsah spojiva a zrnitosť musia byť overené každých 500 – 1 000 ton výroby.
Modul medzivrstvy: Medzivrstva s vysokým modulom musí dosiahnuť návrhovú hodnotu modulu. Testovanie dynamického modulu (AASHTO TP 132) na laboratórne zhutnených vzorkách alebo terénnych jadrách by malo overiť, že modul pri 68 °F (20 °C), 10 Hz spĺňa alebo presahuje návrhovú hodnotu.
Monitorovanie obnovy obrusnej vrstvy: Jedinou rutinnou údržbou očakávanou pre permanentné povrchy je obnova povrchu každých 15 – 20 rokov. Kontrola musí monitorovať: hlbku vyjazdených kolají (typicky < 0,25 palca / 6 mm spúšťa plánovanie obnovy); povrchové praskanie (blokové praskanie, tepelné praskanie, rozpad); a trenie (hodnoty mu podľa noriem FAA). Testovanie Falling Weight Deflectometer (FWD) každých 5 – 7 rokov by malo overiť, že konštrukčné vrstvy zostávajú zdravé (žiadne únavové poškodenie zdola) a že obnovu vyžaduje len povrchová vrstva.
Kontrola recyklácie na mieste
Projekty CIR, HIR a FDR vyžadujú špecializovanú kontrolu:
Hrúbka a rovnomernosť recyklovanej vrstvy: Kontrolní pracovníci musia merať spracovanú hĺbku v pravidelných intervaloch (typicky každých 500 – 1 000 stôp / 150 – 300 m). AASHTO T 310 (meranie hĺbky jadrovým prístrojom) alebo extrakcia jadrových vzoriek môžu overiť, že hĺbka frézovania/zrývania zodpovedá návrhovej hĺbke.
Dávkovanie a miešanie rejuvenátora: Pre CIR a HIR musí byť dávkovanie rejuvenátora overené oproti schválenému návrhu zmesi. Prietokomery na injektážnom systéme rejuvenátora musia byť kalibrované a údaje zaznamenané. Rovnomernosť miešania by sa mala posúdiť vizuálne — recyklovaný materiál by mal byť homogénny vo farbe a textúre bez pruhov alebo hrudiek.
Vlhkosť CIR: Pre CIR na báze emulzie je vlhkosť recyklovanej zmesi pri ukladaní kritická. ASTM D4643 (mikrovlnný test vlhkosti) alebo ASTM D6307 (metóda spaľovania) by sa mali použiť na overenie vlhkosti v rámci špecifikovaného rozsahu (typicky 3,5 – 6,0 % pre zmes pri ukladaní).
Obsah stabilizátora FDR: Pre FDR s cementovou alebo popolčekovou stabilizáciou musia kontrolní pracovníci overiť: aplikačnú dávku stabilizátora (typicky meranú kalibračnými lístkami rozhadzovacieho vozidla); hĺbku a rovnomernosť miešania; vlhkosť pre zhutnenie; a objemovú hmotnosť (jadrový prístroj alebo pieskový kužeľ podľa AASHTO T 191 alebo T 310).
Kontrola EPD a dokumentácie
S tým, ako sa EPD a politiky Buy Clean stávajú rozšírenejšími, kontrola zahŕňa overenie environmentálnej dokumentácie:
Overenie EPD: Kontrolní pracovníci musia potvrdiť, že: EPD sú aktuálne (v rámci 5-ročnej doby platnosti); EPD zodpovedajú konkrétnemu dodanému výrobku (rovnaký závod, rovnaký návrh zmesi, rovnaké uvedené GWP); EPD sú overené treťou stranou a registrované u schváleného prevádzkovateľa programu; a dokumentácia vyžadovaná EPD (množstvá materiálov, vzdialenosti zdrojov, dátumy výroby) je udržiavaná.
Dokumentácia recyklovaného obsahu: Všetky dodávky recyklovaného materiálu musia byť zdokumentované s: zdrojom materiálu, množstvom, dátumom a certifikáciou dodávateľa o percente recyklovaného obsahu.
Dokumentácia miestnych materiálov: Ak existujú požiadavky na miestne materiály (napr. okruh 50 míľ), musí byť udržiavaná prepravná dokumentácia (nákladné listy, mapy umiestnenia zdroja).
Dokumentácia stavebných emisií: Pre projekty s požiadavkami na znižovanie emisií počas výstavby (napr. projekty v oblastiach s nesplnenými normami) musia byť udržiavané záznamy o spotrebe paliva, certifikácie emisií zariadení (motory Tier 4) a dokumentácia o obmedzení chodu na voľnobeh.
Zhrnutie princípov udržateľných povrchov vozoviek
Udržateľné inžinierstvo povrchov vozoviek integruje materiálovú efektívnosť, úsporu energie, znižovanie emisií, hospodárenie s vodou a predĺženú životnosť do jednotného rámca návrhu a výstavby. Kľúčové princípy, ktoré vyplynuli z tohto komplexného prehľadu, sú:
Materiály na prvom mieste: Najvplyvnejšou stratégiou udržateľnosti povrchov vozoviek je maximalizácia používania recyklovaných a odpadových materiálov — RAP, RAS, RCA, popolček, GGBFS a gumový granulát. Tieto materiály šetria prírodné zdroje, znižujú spotrebu energie, znižujú emisie a odvádzajú odpad zo skládok pri zachovaní alebo zlepšení výkonnosti povrchu pri správnom návrhu.
Teplota je dôležitá: Zníženie výrobných a pokládkových teplôt pomocou technológie WMA prináša okamžité, overiteľné zníženie spotreby energie (20 – 35 %) a emisií (15 – 40 %). CMA dosahuje ešte väčšie zníženie, avšak za cenu určitých výkonnostných kompromisov.
Voda je zdroj: Priepustné povrchy transformujú povrchy vozoviek z problému s dažďovou vodou na riešenie dažďovej vody, pričom znižujú objem odtoku o 50 – 90 % a poskytujú úpravu kvality vody, ktorá spĺňa alebo prekračuje regulačné požiadavky.
Myslenie v životnom cykle: LCA poskytuje vedecký základ na hodnotenie kompromisov medzi rôznymi materiálmi, návrhmi a stratégiami údržby povrchov vozoviek. Zabezpečuje, že rozhodnutia na zníženie vplyvov v jednej fáze životného cyklu nevedú neúmyselne k zvýšeniu vplyvov v inej fáze.
Dlhý život je zelený: Predĺženie životnosti povrchu vozovky prostredníctvom návrhu permanentného povrchu znižuje všetky environmentálne vplyvy na rok služby o 25 – 50 % v porovnaní s konvenčnými povrchmi s kratšou životnosťou, ktoré vyžadujú rekonštrukciu.
Meranie umožňuje riadenie: EPD a politiky Buy Clean vytvárajú trhové mechanizmy, ktoré poháňajú neustále zlepšovanie environmentálnej výkonnosti materiálov povrchov vozoviek. Bez transparentných, overených environmentálnych údajov nemožno tvrdenia o udržateľnosti podložiť.
Kontrola sa prispôsobuje: Technológie udržateľných povrchov vozoviek vyžadujú prispôsobené kontrolné protokoly — pre kvalitu recyklovaných materiálov, podmienky výroby WMA, výkonnosť priepustných povrchov, štrukturálne monitorovanie permanentných povrchov a dokumentáciu EPD. Kontrolní pracovníci musia byť vyškolení na overenie, že udržateľné povrchy vozoviek spĺňajú všetky technické a environmentálne špecifikácie.
Často kladené otázky
Udržateľný povrch vozovky minimalizuje environmentálne vplyvy prostredníctvom piatich kľúčových dimenzií: používanie recyklovaných a odpadových materiálov (RAP, RAS, popolček, troska, gumový granulát), znížená spotreba energie a emisie skleníkových plynov počas výroby a výstavby (nízkoteplotné a studené technológie), hospodárenie s dažďovou vodou (priepustné povrchy), predĺžená životnosť (návrh permanentných vozoviek nad 50 rokov) a používanie hodnotenia životného cyklu (LCA) a environmentálnych vyhlásení o produkte (EPD) na kvantifikáciu a komunikáciu environmentálnej výkonnosti. Udržateľné povrchy vozoviek si tiež zachovávajú alebo zlepšujú výkonnosť, trvanlivosť, bezpečnosť a nákladovú efektívnosť v porovnaní s konvenčnými povrchmi.
Udržateľné povrchy vozoviek zahŕňajú: Recyklovaný asfaltový povrch (RAP) — až 50 % v obrusných vrstvách a viac v podkladových vrstvách; Recyklované asfaltové šindle (RAS) — až 5 % hmotnosti; Recyklovaný betónový kamenivo (RCA) — nahrádzajúce prírodné kamenivo v podkladových a podložných vrstvách a v nových betónových zmesiach; popolček (triedy C a F) — nahrádzajúci 15 – 50 % portlandského cementu v betónových povrchoch; mletá granulovaná vysokopecná troska (GGBFS) — nahrádzajúca 25 – 70 % cementu; kremičitý úlet; a gumový granulát z pneumatík — používaný v asfaltových gumových spojivách. Tieto materiály odvádzajú odpad zo skládok, šetria prírodné zdroje a často zlepšujú špecifické vlastnosti povrchov vozoviek.
Nízkoteplotná asfaltová zmes (WMA) sa vyrába a ukladá pri teplotách o 30 – 120 °F (20 – 50 °C) nižších ako konvenčná horúca asfaltová zmes (HMA). Toto zníženie teploty sa dosahuje pomocou peniacich technológií (vodná injektáž alebo prídavok zeolitu), organických prísad (vosky) alebo chemických prísad (povrchovo aktívne látky a emulgátory). WMA znižuje spotrebu paliva o 20 – 35 %, znižuje emisie CO₂ o 15 – 40 %, znižuje výpary a zápach v obaľovacej centrále a na mieste pokládky, umožňuje dlhšie prepravné vzdialenosti a predĺžené stavebné sezóny, zlepšuje zhutnenie a umožňuje vyšší obsah RAP. Studená asfaltová zmes (CMA) sa spracúva pri okolitej teplote, čím dosahuje ešte väčšie úspory energie a emisií o 35 – 50 %.
Priepustné povrchy — vrátane pórovitého asfaltu a priepustného betónu — umožňujú dažďovej vode infiltráciu cez povrch vozovky do podložných kamenných akumulačných vrstiev a pôvodných pôd. To znižuje objem odtoku dažďovej vody o 50 – 90 %, dopĺňa zásoby podzemnej vody, filtruje znečisťujúce látky (znižuje celkové nerozpustené látky o 80 – 90 %), znižuje efekt mestského tepelného ostrova prostredníctvom vyparovacieho chladenia, v niektorých aplikáciách eliminuje potrebu konvenčnej dažďovej kanalizácie a môže znížiť alebo eliminovať poplatky za odvod dažďovej vody. Priepustné povrchy sú vhodné pre parkoviská, cesty s nízkou intenzitou dopravy, krajnice a niektoré letiskové aplikácie, ako sú odmršťovacie plochy.
Permanentný povrch vozovky (tiež nazývaný povrch s dlhou životnosťou) je asfaltový povrch navrhnutý a postavený tak, aby vydržal 50 rokov alebo viac bez potreby veľkej štrukturálnej rehabilitácie alebo rekonštrukcie. Návrh používa viacero konštrukčných vrstiev s rôznymi funkciami: spodná vrstva odolná voči únave (bohatá na spojivo, navrhnutá na odolnosť voči trhlinám šíriacim sa zdola), medzivrstva s vysokým modulom na rozloženie zaťaženia a obrusná vrstva odolná voči deformácii a trvanlivá. Údržba je obmedzená na obnovu povrchu každých 15 – 20 rokov frézovaním a prekládkou len vrchnej vrstvy. Permanentný povrch znižuje náklady životného cyklu o 20 – 40 %, eliminuje prerušenia spôsobené rekonštrukciou a minimalizuje spotrebu materiálov a tvorbu odpadu počas dlhého obdobia.
Hodnotenie životného cyklu (LCA) je systematická metodika na kvantifikáciu environmentálnych vplyvov povrchu vozovky počas všetkých fáz životnosti: ťažba a výroba materiálov (A1 – A3), výstavba (A4 – A5), fáza používania vrátane údržby a rehabilitácie (B1 – B8) a koniec životnosti (C1 – C4). LCA meria viacero kategórií vplyvov vrátane potenciálu globálneho otepľovania (GWP, meraný v kg CO₂ ekvivalentu), spotreby energie (MJ), spotreby vody, poškodzovania ozónovej vrstvy, acidifikácie, eutrofizácie a tvorby smogu. Normy ISO 14040/14044 upravujú metodiku LCA. LCA povrchov vozoviek umožňuje porovnanie alternatívnych návrhov a materiálov na výber najvhodnejšej možnosti z hľadiska životného prostredia, identifikáciu environmentálnych hotspotov v životnom cykle povrchu vozovky a tvorbu environmentálnych vyhlásení o produkte (EPD).
Udržateľné rozhodnutia o povrchu vozovky ovplyvňujú kontrolu niekoľkými spôsobmi: materiály s recyklovaným obsahom môžu mať odlišné vizuálne charakteristiky (farba, textúra), čo si vyžaduje upravené kontrolné kritériá; nízkoteplotné a studené asfaltové zmesi majú odlišné správanie pri zhutňovaní a kritériá preberania hustoty; priepustné povrchy vyžadujú špecializovanú kontrolu rýchlosti infiltrácie, povrchovej pórovitosti a akumulácie sedimentov; permanentné povrchy vyžadujú štrukturálne monitorovanie (FWD) na overenie stavu vrstiev pred obnovou povrchu; povrchy recyklované na mieste vyžadujú testovanie účinnosti rejuvenátora a vlastností spojiva RAP; EPD vyžadujú overenie údajov o výrobe materiálov; a obstarávanie založené na LCA vyžaduje dokumentáciu skutočných množstiev a zdrojov materiálov. Inšpektori musia byť vyškolení na tieto špecifické požiadavky.
Environmentálne vyhlásenia o produkte (EPD) sú štandardizované, treťou stranou overené dokumenty, ktoré komunikujú environmentálne vplyvy produktu na základe hodnotenia životného cyklu (LCA) podľa ISO 14025 a ISO 21930. EPD materiálov pre povrchy vozoviek (pre asfaltové zmesi, betón, kamenivo, cement, oceľovú výstuž) uvádzajú environmentálne vplyvy na funkčnú jednotku (typicky 1 tona materiálu) v moduloch od ťažby po bránu (A1 – A3) alebo od ťažby po hrob. EPD umožňujú informované rozhodnutia pri obstarávaní, podporujú certifikáciu zelených budov (LEED, Envision, Greenroads), spĺňajú vznikajúce politiky Buy Clean a vytvárajú trhové stimuly pre výrobcov na znižovanie environmentálnych vplyvov. K roku 2025 je v Severnej Amerike registrovaných viac ako 2 500 EPD stavebných materiálov.
Kľúčové špecifikácie udržateľnosti zahŕňajú: ISO 14040/14044 (rámec LCA), ISO 14025 a ISO 21930 (normy EPD pre stavebné výrobky), ASTM D4552 (klasifikácia recyklačných činidiel), AASHTO PP 105 (vyvážený návrh zmesi), FAA AC 150/5320-6G (návrh letiskových povrchov s recyklovanými materiálmi), ICAO Doc 9157 Part 3 (návrh letiskových povrchov), usmernenia programu FHWA Sustainable Pavement, LEED v5 pre dopravu, Envision (hodnotenie udržateľnej infraštruktúry), Greenroads (hodnotenie udržateľnosti ciest) a politiky obstarávania Buy Clean. Tieto špecifikácie stanovujú požiadavky na recyklovaný obsah, energetické limity výroby, predkladanie EPD a prahové hodnoty environmentálnej výkonnosti.
Zavádzajte udržateľné postupy v oblasti povrchov vozoviek
Naučte sa, ako recyklované materiály, nízkoteplotné technológie a hodnotenie životného cyklu môžu zlepšiť environmentálnu výkonnosť vašich letiskových alebo cestných povrchov pri súčasnom znížení nákladov. Naši odborníci poskytujú poradenstvo v oblasti udržateľného návrhu povrchov vozoviek, výberu materiálov a kontrolných protokolov.
Recyklovaný asfaltový materiál z vozoviek (RAP) v udržateľných vozovkách
Recyklovaný asfaltový materiál z vozoviek (RAP) je odstránený a spracovaný asfaltový materiál z vozoviek, ktorý sa opätovne používa v nových asfaltových zmesiac...
Povrch dráhy označuje inžinierske materiály a vrstvené systémové povrchy, ktoré tvoria nosnú plochu vzletových a pristávacích dráh letísk, navrhnuté tak, aby be...
Ochranné nátery (Seal Coats) pre konzerváciu vozoviek
Ochranný náter (seal coat) je tenká asfaltová povrchová úprava — zvyčajne emulzia alebo riedený asfalt — aplikovaná na existujúcu vozovku na účely vodotesnosti,...
31 min čítania
Pavement maintenance
Asphalt preservation
+2
Súhlas s cookies Používame cookies na vylepšenie vášho prehliadania a analýzu našej návštevnosti. See our privacy policy.