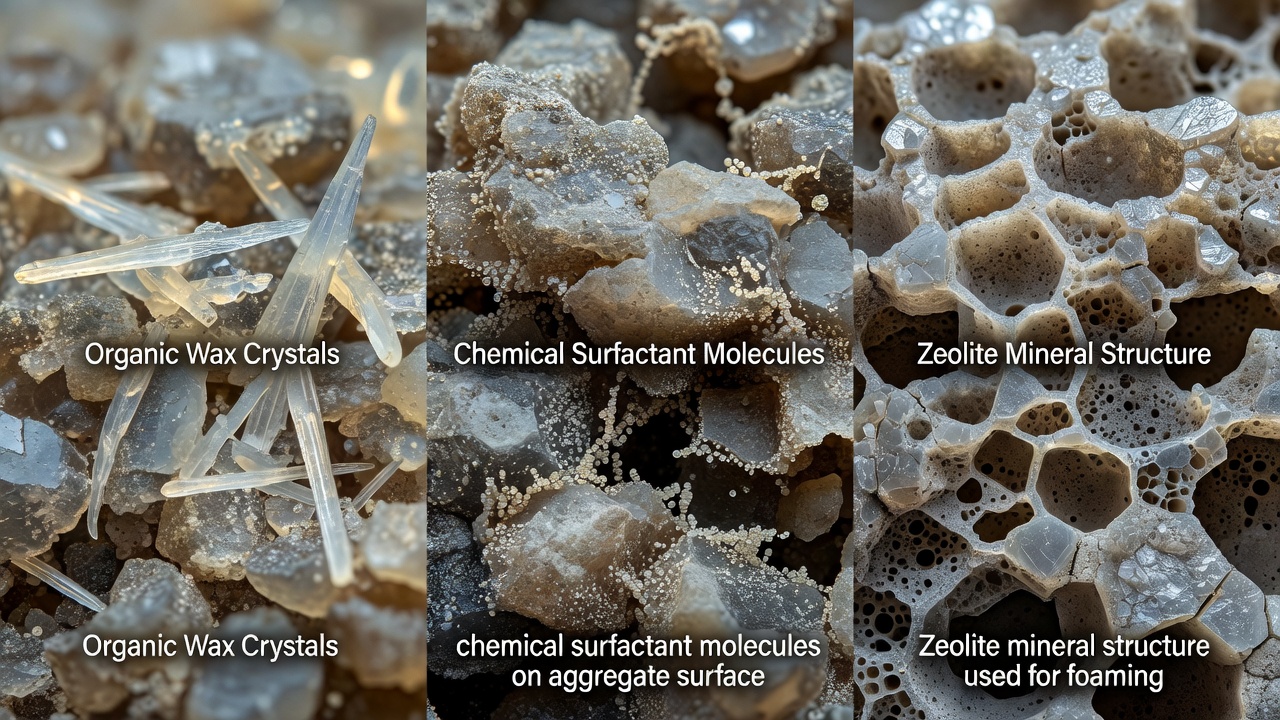
Prísady do asfaltu miešaného za tepla (WMA) umožňujú výrobu a zhutňovanie asfaltu pri teplotách o 20 – 40 °C nižších ako pri bežnom asfalte miešanom za horúca (HMA). Technológie WMA spadajú do troch kategórií: organické prísady (vosky, ktoré znižujú viskozitu spojiva), chemické prísady (povrchovo aktívne látky zlepšujúce obaľovanie kameniva) a peniace technológie (vstrekovanie vody alebo zeolity vytvárajúce dočasné napenenie spojiva). Medzi ďalšie výhody patrí znížená spotreba paliva, nižšie emisie skleníkových plynov a výparov, zlepšené pracovné podmienky, predĺžená sezóna pokládky, znížené starnutie spojiva a kompatibilita s vysokým obsahom recyklovaného asfaltového materiálu (RAP).
Prísada do asfaltu miešaného za tepla (WMA) — Definícia a prehľad
Prísada do asfaltu miešaného za tepla (WMA) je materiál alebo technologický proces, ktorý umožňuje výrobu, pokládku a zhutňovanie asfaltových zmesí pri teplotách výrazne nižších ako pri bežnom asfalte miešanom za horúca (HMA). Technológie WMA znižujú teploty miešania a zhutňovania o 20 – 40 °C (36 – 72 °F) v porovnaní s HMA, ktorý sa zvyčajne vyrába pri 150 – 190 °C (300 – 375 °F). WMA pracuje v teplotnom rozsahu približne 100 – 150 °C (212 – 302 °F), čím sa na spektre teplôt výroby asfaltu nachádza medzi poloteplým asfaltom (70 – 100 °C) a bežným HMA.
Prvé techniky WMA boli vyvinuté koncom 90. rokov 20. storočia v Európe. Proces WAM-Foam® (penenie teplého asfaltu) bol vyvinutý v Nórsku v rámci spoločného podniku spoločností Shell International Petroleum Company a Kolo-Veidekke, zatiaľ čo organické voskové prísady sa skúšali v Nemecku. Motivácia pre vývoj WMA pramení z Kjótskeho protokolu z roku 1997, ktorý stanovil ciele znižovania emisií skleníkových plynov pre európske krajiny, čo podnietilo asfaltový priemysel hľadať výrobné metódy s nižšími emisiami. Od začiatku 21. storočia sa prijatie technológie WMA celosvetovo rozširuje, poháňané environmentálnymi predpismi, nákladmi na energiu a ohľadmi na zdravie a bezpečnosť pracovníkov.
Základnou výzvou, ktorú prísady WMA riešia, je potreba dostatočnej spracovateľnosti spojiva na dosiahnutie úplného obaľovania kameniva a primeranej zhutnenej hustoty pri znížených teplotách. Pri výrobe HMA vysoké teploty (150 – 190 °C) dostatočne znižujú viskozitu asfaltového spojiva na obaĺenie kameniva a zabezpečenie spracovateľnosti počas pokládky a zhutňovania. Zníženie teploty bez prísady by viedlo k vysokej viskozite spojiva, slabému obaľovaniu, nedostatočnému zhutneniu a v konečnom dôsledku k vozovke s vysokou medzerovitosťou, zníženou trvanlivosťou a predčasným zlyhaním. Prísady WMA prekonávajú túto bariéru prostredníctvom troch odlišných mechanizmov: zníženia viskozity (organické vosky), zníženia medzifázového trenia (chemické povrchovo aktívne látky) a dočasného napenenia spojiva (penenie).
Koncept WMA a výhody
Základný koncept WMA je jednoduchý: vyrábať asfaltové zmesi s vlastnosťami a výkonnosťou porovnateľnou s HMA pri súčasnom použití výrazne menšieho množstva energie na ohrev kameniva a spojiva. Okamžitým prínosom je zníženie spotreby energie v obaľovacej centrále – spaľovanie menšieho množstva paliva na ohrev kameniva priamo znižuje prevádzkové náklady a emisie. Výskum FHWA naznačuje, že WMA môže znížiť spotrebu energie na palivo o 3 – 12 % v porovnaní s HMA, pričom niektoré špecifické technológie dosahujú až 30 – 55 % zníženie v závislosti od východiskovej teploty a použitej technológie.
Environmentálne a zdravotné prínosy WMA sú značné a dobre zdokumentované. WMA znižuje emisie skleníkových plynov (predovšetkým CO₂) o 20 – 35 % v porovnaní s aplikáciami HMA, pričom 92 – 96 % celkového zníženia CO₂ sa pripisuje nižšej spotrebe paliva v centrále. Emisie SO₂, NOx, tuhých častíc (PM10) a prchavých organických zlúčenín (VOC) sú všetky výrazne znížené. Pre zdravie pracovníkov sa emisie výparov (pár bitúmenu) znižujú približne o 50 % pri každom znížení teploty o 12 °C – čo znamená, že zníženie teploty o 30 °C prináša zhruba o 80 – 85 % nižšiu expozíciu výparom. To vytvára chladnejšie a bezpečnejšie pracovné prostredie pre pokladačské čaty a znižuje zápach a emisie pre okolité komunity a pracovníkov v uzavretých priestoroch, ako sú tunely a parkovacie garáže.
WMA ponúka významné výhody vo výrobe a pokládke nad rámec znižovania emisií. Nižšia výrobná teplota spôsobuje menšie tvrdnutie (starnutie) spojiva počas výroby, čo zlepšuje odolnosť vozovky voči tepelným a únavovým trhlinám počas jej životnosti. WMA je plne kompatibilný s recyklovaným asfaltovým materiálom (RAP) – v skutočnosti nižšie teploty WMA umožňujú vyšší obsah RAP tým, že znižujú dodatočné starnutie spojiva, ktoré nastáva pri teplotách HMA. Predĺžená spracovateľnosť WMA pri znížených teplotách umožňuje dlhšie prepravné vzdialenosti, predĺženie sezóny pokládky do chladnejších mesiacov a nočné pokládky. Rovnaká zmes WMA vyrobená pri teplotách HMA poskytuje dlhšie okno na zhutňovanie vďaka prítomnosti prísad, čo dáva čatám viac času na dosiahnutie cieľovej hustoty. Naopak, WMA zhutnený pri svojej bežnej nižšej teplote chladne rýchlejšie na teplotu okolia, čo umožňuje skoršie otvorenie premávky.
Kategórie technológií — Tri hlavné prístupy WMA
Technológie WMA sa klasifikujú do troch hlavných kategórií na základe mechanizmu účinku: organické prísady, chemické prísady a peniace techniky. Každá kategória má odlišné výkonnostné charakteristiky, výhody a obmedzenia.
Organické prísady (na báze voskov)
Organické prísady WMA sú typicky vosky, ktoré znižujú viskozitu asfaltového spojiva pri teplotách nad ich bodom topenia. Najbežnejšou organickou prísadou je Sasobit®, Fischer-Tropschov (FT) parafínový vosk vyrábaný splyňovaním uhlia. FT proces premieňa syntézny plyn (CO + H₂) na dlhoreťazcové uhľovodíky v prítomnosti železného alebo kobaltového katalyzátora. Sasobit má prevládajúcu dĺžku uhľovodíkového reťazca 40 až 115 atómov uhlíka – výrazne dlhšiu ako prirodzene sa vyskytujúce bitúmenové parafínové vosky (22 až 45 atómov uhlíka), čo mu dáva vyšší bod topenia (približne 99 °C / 210 °F). Sasobit je úplne rozpustný v asfaltovom spojive pri teplotách nad 115 °C (240 °F) a zvyčajne sa dávkuje v množstve 1,0 – 4,0 % hmotnosti spojiva, pričom 3,0 % je najbežnejšie dávkovanie.
Medzi ďalšie významné organické prísady patria Asphaltan B® (Montan vosk získaný z hnedého uhlia, používaný najmä v Nemecku v dávke 2,0 – 4,0 % hmotnosti spojiva), Licomont BS® (amid mastnej kyseliny od spoločnosti Clariant) a 3E LT / Ecoflex (proprietárna vosková technológia od spoločnosti Colas, Francúzsko).
Mechanizmus účinku organických voskových prísad má dve teplotne závislé fázy. Nad bodom topenia (približne 90 – 115 °C v závislosti od konkrétneho vosku) sa vosk rozpúšťa v spojive a znižuje jeho viskozitu, čo umožňuje obaľovanie kameniva a zhutňovanie pri nižších teplotách. Pod bodom topenia (pri prevádzkových teplotách) vosk kryštalizuje a vytvára mriežkovú štruktúru v spojive, ktorá zvyšuje tuhosť a odolnosť vozovky voči deformácii – poskytuje tak zlepšenú odolnosť voči vyjazdeným koľajám v porovnaní s nemodifikovaným HMA. Toto duálne správanie je kľúčovou výhodou organických voskových prísad. Organické prísady zvyčajne dosahujú zníženie teploty o 20 – 30 °C.
Vlastnosť
Sasobit (FT vosk)
Asphaltan B (Montan vosk)
Licomont BS (amid mastnej kyseliny)
Základný materiál
Fischer-Tropschov parafínový vosk
Montan vosk z hnedého uhlia
Amid mastnej kyseliny
Dĺžka reťazca (atómov C)
40 – 115
22 – 45+
Nešpecifikované
Bod topenia
~99 °C (210 °F)
~99 °C (210 °F)
~140 °C
Typické dávkovanie
1,0 – 4,0 %
2,0 – 4,0 %
3,0 %
Zníženie teploty
20 – 30 °C (36 – 54 °F)
20 – 30 °C
20 – 30 °C
Odolnosť voči koľajám
Zlepšená (kryštalizácia)
Zlepšená
Zlepšená
Chemické prísady (na báze povrchovo aktívnych látok)
Chemické prísady WMA neznižujú viskozitu spojiva – namiesto toho pôsobia na mikroskopickom rozhraní medzi časticami kameniva a asfaltovým spojivom. Tieto prísady sú povrchovo aktívne látky (tenzidy) a emulgátory, ktoré znižujú medzifázovú povrchovú energiu a vnútorné trenie medzi časticami kameniva a filmom spojiva. Znížením trecích síl na rozhraní kamenivo-spojivo umožňujú chemické prísady obaľovanie kameniva a zhutňovanie zmesi pri nižších teplotách bez zmeny reologických vlastností samotného spojiva.
Najpoužívanejšou chemickou prísadou v Severnej Amerike je Evotherm™, vyvinutá spoločnosťou MeadWestvaco (dnes súčasť Ingevity). Evotherm používa chemický balík dodávaný ako emulzia (technológia dispergovaného asfaltu), ktorá zabezpečuje obaľovanie kameniva, spracovateľnosť, adhéziu a zlepšené zhutňovanie. Tretia generácia Evotherm 3G (tiež značená ako REVIX™) je bezvodá a spolieha sa na zníženie vnútorného trenia medzi časticami kameniva pri vysokom šmyku počas miešania a vysokom napätí počas zhutňovania. Evotherm sa dávkuje v množstve 0,5 – 0,7 % hmotnosti spojiva a môže dosiahnuť zníženie teploty o 20 – 40 °C, pričom terénne skúšky preukázali zníženie až o 55 °C (100 °F).
Rediset® (Akzo Nobel, dnes Nouryon) je chemická prísada, ktorá kombinuje katiónové povrchovo aktívne látky so zložkou organickej prísady. Dávkuje sa v množstve 1,5 – 2,0 % hmotnosti spojiva a dosahuje zníženie teploty približne o 30 °C. Rediset sa používa v Spojených štátoch a Nórsku.
Medzi ďalšie chemické prísady WMA patrí Anova® (Cargill), biologická, neškodná, nekorozívna kvapalina získaná z obnoviteľných zdrojov. Anova sa dávkuje v množstve 0,2 – 0,7 % hmotnosti spojiva a dosahuje zníženie teploty až o 44 °C (80 °F). Podľa technickej dokumentácie spoločnosti Cargill Anova pri odporúčaných dávkach nemení triedu PG asfaltového spojiva a možno ju pridať v termináli alebo vstrekovať priamo do linky spojiva v obaľovacej centrále HMA.
Chemické prísady ponúkajú niekoľko výhod: nemenia reológiu spojiva, často zlepšujú adhéziu a odolnosť voči vlhkosti na rozhraní kamenivo-spojivo, sú účinné so širokým spektrom typov kameniva a nevyžadujú významné úpravy obaľovacej centrály (možno ich dávkovať priamo do potrubia spojiva).
Peniace technológie (na báze vody)
Peniace technológie znižujú efektívnu viskozitu asfaltového spojiva zavádzaním malého množstva vody do horúceho spojiva, čo spôsobuje, že sa voda odparuje na paru, ktorá zväčšuje objem spojiva a dočasne znižuje jeho viskozitu. Peniaci účinok je krátkodobý (zvyčajne trvá minúty), ale je dostatočný pre fázy miešania a zhutňovania.
Penenie sa dosahuje dvomi hlavnými metódami:
1. Priame vstrekovanie vody (peniace dýzy): Táto metóda vstrekuje kontrolované množstvo vody priamo do horúceho spojiva pomocou špeciálne navrhnutých peniacich dýz. Voda sa pri kontakte s horúcim spojivom (približne 150 – 170 °C) mení na paru, čím vytvára veľké množstvo peny, ktorá na krátky čas zväčšuje efektívny objem spojiva 10 – 20-krát. Táto technika vyžaduje úpravy obaľovacej centrály (systém peniacich dýz, meranie vody a riadiaci systém), ale nevyžaduje prísady. Je možné dosiahnuť zníženie teploty o 20 – 40 °C. Proces WAM-Foam® je variantom, ktorý používa dvojzložkový systém spojiva: mäkké spojivo najprv obalí kamenivo, po ktorom nasleduje tvrdé napenené spojivo v druhom miešacom stupni. Táto metóda bola jednou z najstarších technológií WMA, vyvinutou koncom 90. rokov 20. storočia.
2. Vodu obsahujúce prísady (zeolity): Táto nepriama metóda penenia používa hydrofilné minerály z rodiny zeolitov (hlinitokremičitan sodný), ktoré obsahujú približne 18 – 21 % kryštalickej vody hmotnosti. Keď sa zeolit pridá do zmesi súčasne so spojivom, voda sa uvoľňuje pri teplotách nad približne 85 – 100 °C (185 – 212 °F), čím vytvára kontrolovaný peniaci účinok. Penenie trvá počas predĺženého obdobia 6 – 7 hodín alebo kým teplota zmesi neklesne pod 100 °C.
Používajú sa dva komerčné zeolitové produkty:
Aspha-Min® (Eurovia Services GmbH, Nemecko): Syntetický zeolit dávkovaný v množstve 0,3 % hmotnosti celej zmesi, dosahujúci zníženie teploty približne 30 °C (54 °F) a uvádzané 30 % zníženie spotreby energie na palivo. Dostupné v 25 alebo 50 kg vreciach alebo voľne ložené do síl.
Advera® WMA (PQ Corporation, USA): Syntetický zeolit s obsahom 18 – 21 % kryštalickej vody, dávkovaný v množstve 0,25 % hmotnosti celej zmesi (5 libier na tonu). Advera sa vyrába v Jeffersonville, Indiana a Augusta, Georgia, USA a je dostupná vo vreciach, big bagoch a voľne ložená. Dosahuje zníženie teploty o 28 – 39 °C (50 – 70 °F). Advera nemení výkonnostnú triedu spojiva a funguje s hutnými, medzerovitými a otvorenými zmesami vrátane polymérmi modifikovaných a zmesí s vysokým obsahom RAP.
Tretia nepriama metóda penenia využíva prirodzenú vlhkosť z mokrého piesku alebo RAP. Pri tejto sekvenčnej technike sa hrubé kamenivo (približne 80 % zmesi) vysuší a zohreje na 130 – 160 °C, obalí sa spojivom a potom sa pridá studené/mokré jemné kamenivo alebo RAP. Vlhkosť v studenej frakcii prichádza do kontaktu s horúcim spojivom a spôsobuje penenie, čo uľahčuje obaľovanie. Táto technika dosahuje zníženie teploty približne o 20 – 40 °C bez akejkoľvek kupovanej prísady.
Hybridné technológie
Hybridné technológie WMA kombinujú dva alebo viac prístupov na dosiahnutie svojho účinku. Príklady zahŕňajú:
Nízkoenergetický asfalt (LEA): Kombinuje penenie (z vlhkosti v RAP alebo piesku) s chemickými zlepšovačmi obaľovania.
Tri-Mix systém vstrekovania teplého asfaltu: Kombinuje chemické prísady s penením na báze vody.
Zeolitové alebo vláknité pelety kombinované s organickými prísadami: Predformulované produkty, ktoré dodávajú penenie (zo zeolitu) aj zníženie viskozity (z vosku) v jednom balení.
Kombinované systémy penenia a chemických prísad: Niektoré centrálové systémy môžu dodávať vstrekovanie vody a prídavok povrchovo aktívnych látok súčasne.
Rozsah zníženia teploty
Zníženie teploty dosiahnuté pomocou WMA závisí od typu technológie, dávkovania prísady, druhu a zdroja spojiva, typu kameniva a obsahu vlhkosti a konfigurácie obaľovacej centrály. Všeobecne akceptované rozsahy zníženia teploty pre jednotlivé kategórie technológií sú:
Technológia WMA
Typické zníženie teploty
Typický rozsah výrobnej teploty
Organické (voskové) prísady
20 – 30 °C (36 – 54 °F)
120 – 150 °C (248 – 302 °F)
Chemické (tenzidové) prísady
20 – 40 °C (36 – 72 °F)
85 – 130 °C (185 – 266 °F)
Penenie – vstrekovanie vody
20 – 40 °C (36 – 72 °F)
110 – 140 °C (230 – 284 °F)
Penenie – zeolity
28 – 39 °C (50 – 70 °F)
110 – 140 °C (230 – 284 °F)
Na báze emulzie (Evotherm)
Až 55 °C (100 °F)
85 – 115 °C (185 – 239 °F)
Na biologickej báze (Anova)
Až 44 °C (80 °F)
85 – 130 °C (185 – 266 °F)
Zníženie teploty sa zvyčajne vyjadruje relatívne k ekvivalentnej výrobnej teplote HMA pre rovnaký návrh zmesi. Je dôležité poznamenať, že dosiahnutie plného potenciálu zníženia teploty si vyžaduje optimalizáciu dávkovania prísady, času miešania a nastavení centrály pre každú konkrétnu kombináciu materiálov.
Dôsledky na druh spojiva
Použitie prísad WMA má dôsledky na výber druhu asfaltového spojiva, ktoré je potrebné starostlivo zvážiť počas návrhu zmesi. Vzájomne pôsobia tri faktory:
1. Znížené starnutie spojiva: Nižšie teploty výroby a skladovania WMA vedú k nižšiemu oxidačnému starnutiu spojiva počas výroby v porovnaní s HMA. To znamená, že spojivo vo výslednej vozovke z WMA bude mäkšie ako spojivo v ekvivalentnom HMA. Zatiaľ čo toto mäkšie spojivo môže zlepšiť odolnosť voči tepelným trhlinám a odolnosť voči únave, môže tiež znížiť odolnosť voči vyjazdeným koľajám, ak sa to nezohľadní. Toto sa všeobecne považuje za čistý prínos, pretože predlžuje únavovú životnosť vozovky a znižuje tvorbu trhlín pri nízkych teplotách.
2. Kryštalizácia organického vosku pri prevádzkových teplotách: Pri organických (voskových) prísadách vosk v spojive kryštalizuje pri teplotách pod bodom topenia (približne 90 – 100 °C / 194 – 212 °F). Táto kryštalizácia vytvára mriežkovú štruktúru, ktorá stužuje spojivo pri typických prevádzkových teplotách vozovky (do 60 – 70 °C / 140 – 158 °F). Stužujúci účinok zvyšuje odolnosť voči vyjazdeným koľajám, ale môže tiež zvýšiť tuhosť pri nízkych teplotách a potenciálne znížiť odolnosť voči tepelným trhlinám. Z tohto dôvodu niektoré agentúry pri používaní organických voskových prísad odporúčajú posun triedy spojiva – výber spojiva, ktoré je o jednu triedu nižšie (mäkšie) v triede pre vysoké teploty, aby sa kompenzoval stužujúci účinok vosku. Napríklad HMA, ktorý by používal PG 70-22, by mohol používať PG 64-28 pri WMA na báze vosku. Špecifikácie AASHTO M 320 a Superpave to však môžu zohľadniť prostredníctvom skúšania spojiva s prísadou.
3. Chemické a peniace prísady: Chemické prísady (povrchovo aktívne látky, emulgátory) a peniace technológie (zeolity, vstrekovanie vody) vo všeobecnosti nemenia výkonnostnú triedu spojiva pri odporúčaných dávkach. Podrobné reologické skúšanie vrátane skúšok na dynamickom šmykovom reometri (DSR) a reometri s ohybovým nosníkom (BBR) spojiva s prísadou a bez nej sa odporúča na overenie triedy PG. Pri zeolitoch (napr. Advera) výrobca výslovne uvádza, že materiál neovplyvňuje triedu PG, pretože ide o anorganický materiál, ktorý po uvoľnení vody zostáva v zmesi ako jemný minerálny plnivo.
Náchylnosť WMA na vlhkosť
Náchylnosť na vlhkosť (tiež nazývaná citlivosť na vlhkosť alebo odlupovanie) sa vzťahuje na stratu adhézie medzi asfaltovým spojivom a kamenivom v dôsledku prítomnosti vody. Pri WMA sa prvé obavy sústreďovali na možnosť, že nižšie výrobné teploty by mohli viesť k:
Neúplnému vysušeniu kameniva – ak kamenivo nie je úplne vysušené, v zmesi môže zostať zvyšková vlhkosť.
Nedostatočnému obaľovaniu kameniva – ak viskozita spojiva nie je dostatočne znížená, kamenivo nemusí byť úplne obalené, čo zanecháva odkryté povrchy kameniva náchylné na vlhkostné poškodenie.
Zníženej adhézii – nižšie teploty miešania nemusia úplne aktivovať chemické väzby medzi spojivom a kamenivom.
Rozsiahly výskum a terénne skúsenosti však preukázali, že správne navrhnutý WMA môže dosiahnuť alebo prekročiť odolnosť HMA voči vlhkosti za predpokladu, že sa prijmú vhodné opatrenia. Tieto opatrenia zahŕňajú:
Protiodlupčivé prísady: Hasené vápno (zvyčajne 1,0 – 1,5 % hmotnosti suchého kameniva) alebo kvapalné protiodlupčivé činidlá (zvyčajne 0,3 – 0,75 % hmotnosti spojiva) sa pridávajú na zlepšenie väzby medzi kamenivom a spojivom. Výskum FHWA ukázal, že zmesi ošetrené haseným vápnom vykazujú v priemere o 25 % lepšie výsledky v odolnosti voči odlupovaniu podľa ASTM D4867.
Chemické povrchovo aktívne prísady: Mnohé chemické prísady WMA (najmä tie v kategórii tenzidov/emulgátorov) inherentne poskytujú zlepšenú adhéziu vďaka svojej povrchovo aktívnej chémii, čím v skutočnosti znižujú náchylnosť na vlhkosť v porovnaní s neošetreným HMA.
Protokoly skúšania náchylnosti na vlhkosť: AASHTO T 283 (Odolnosť zhutnených asfaltových zmesí proti poškodeniu spôsobenému vlhkosťou) a ASTM D4867 (Štandardná skúšobná metóda na účinok vlhkosti na asfaltové betónové zmesi) sa používajú na overenie odolnosti voči vlhkosti. Pomer ťahových pevností (TSR) – pomer podmienenej (mokrej) k nepodmienenej (suchej) nepriamej ťahovej pevnosti – musí zvyčajne dosiahnuť minimum 0,80 (80 %) pre WMA, čo je rovnaká požiadavka ako pre HMA.
Manažment peniacej vody: Pri peniacich technológiách je množstvo zavedenej vody veľmi malé (zvyčajne menej ako 0,05 % hmotnosti celej zmesi) a zvyškový obsah vody po zhutnení je zanedbateľný. Proces penenia spojiva v skutočnosti vytvára rovnomerný film spojiva na povrchoch kameniva v dôsledku dočasného zväčšenia objemu.
Správne skúšanie kontroly kvality počas výroby WMA, vrátane skúšania TSR na zmesiach vyrobených v centrále, zabezpečuje splnenie požiadaviek na náchylnosť na vlhkosť.
Zhutňovanie a hustota WMA
Dosiahnutie cieľovej hutnenej hustoty (zvyčajne 92 – 97 % maximálnej teoretickej hustoty, čo zodpovedá 3 – 8 % medzerovitosti v závislosti od aplikácie) je nevyhnutné pre výkonnosť asfaltovej vozovky. Nízka hustota vedie k vysokej medzerovitosti, ktorá umožňuje vnikaniu vody a vzduchu, čo vedie k vlhkostnému poškodeniu, oxidácii, rozpadaniu, tvorbe trhlín a predčasnému zlyhaniu.
WMA ponúka niekoľko výhod súvisiacich so zhutňovaním oproti HMA:
Zlepšená zhutniteľnosť: Znížená viskozita spojiva (z voskových prísad) alebo znížené medzičasticové trenie (z chemických prísad) umožňuje rovnakej konfigurácii a úsiliu valcov dosiahnuť vyššiu hustotu pri nižších teplotách v porovnaní s HMA.
Predĺžené časové okno zhutňovania: WMA vyrobený pri teplotách HMA (využitím výhody spracovateľnosti prísady bez znižovania teploty v centrále) poskytuje dlhšie obdobie, počas ktorého zostáva zmes spracovateľná a zhutniteľná. To je výhodné najmä pri veľkých projektoch pokládky, dlhých prepravách a nočných pokládkach.
Schopnosť pokládky v chladnom počasí: WMA možno zhutňovať pri teplotách o 10 – 20 °C nižších ako HMA, čo umožňuje predĺženie sezóny pokládky do chladnejších mesiacov a v chladnejších klimatických podmienkach.
Nižšia teplota zhutňovania: Teplota, pri ktorej sa zhutňovanie dokončí (ukončovacia teplota), môže byť pri WMA nižšia ako pri HMA, čo umožňuje valcom pracovať dlhšie a spoľahlivejšie dosiahnuť cieľovú hustotu.
Postup zhutňovania pre WMA je podobný ako pre HMA, s úpravami teplotného okna na základe konkrétnej prísady a zmesi. Kontrola kvality počas zhutňovania WMA zvyčajne zahŕňa:
Skúšanie hustoty pomocou nukleárnych hustomerov (ASTM D2950 / AASHTO T 355) alebo vŕtaných jadier (AASHTO T 166 / ASTM D2726).
Monitorovanie teploty asfaltového pásu za finišerom a počas valcovania pomocou infračervených teplomerov alebo termovízie na overenie cieľového teplotného okna zhutňovania.
Úpravu režimu valcovania s ohľadom na odlišnú rýchlosť chladnutia WMA (ktorý je menej náchylný na tepelnú segregáciu ako HMA v dôsledku nižšieho absolútneho teplotného rozdielu medzi výrobnými a okolitými podmienkami).
WMA a recyklovaný asfaltový materiál (RAP)
WMA je plne kompatibilný s používaním recyklovaného asfaltového materiálu (RAP) a je s ním doplnkový. Synergia medzi WMA a obsahom RAP je dobre zdokumentovaná a poskytuje niekoľko výhod:
Znížené starnutie spojiva z RAP: RAP obsahuje zostarnuté (tvrdé, oxidované) spojivo, ktoré pri opätovnom zahriatí na teploty HMA (150 – 190 °C) podlieha dodatočnému starnutiu. Nižšie výrobné teploty WMA (120 – 140 °C) znižujú tepelné namáhanie a dodatočné starnutie spojiva z RAP, čím sa zachováva viac jeho zostávajúcich výkonnostných charakteristík.
Vyšší povolený obsah RAP: Znížené starnutie pri teplotách WMA umožňuje vyššie percento RAP v zmesi pri rovnakom cieli triedy spojiva. Niektoré agentúry schválili zmesi WMA-RAP s obsahom RAP až 50 – 60 % v porovnaní s typickými 15 – 30 % pri HMA.
Dostupnosť spojiva: Obavou pri nižších teplotách je, že zostarnuté spojivo z RAP sa nemusí úplne premiešať (alebo „aktivovať") s pôvodným spojivom. Výskum však ukazuje, že aj pri teplotách WMA dochádza k dostatočnému premiešaniu prostredníctvom mechanického miešania a tepelnej difúzie. Použitie rejuvenátorov (recyklačných činidiel) v kombinácii s prísadami WMA môže ďalej zlepšiť príspevok spojiva z RAP.
Vlhkosť z RAP: Skládky RAP zvyčajne obsahujú určitú vlhkosť. Pri peniacich technológiách WMA môže byť vlhkosť v RAP (pri pridaní ako studenej/mokrej frakcie v sekvenčnom miešacom procese) v skutočnosti prospešná – vlhkosť prichádza do kontaktu s horúcim spojivom a vytvára prirodzené penenie, čo zlepšuje obaľovanie bez potreby dodatočnej vody alebo zeolitu.
Environmentálna synergia: Kombinácia WMA a RAP poskytuje maximálny environmentálny prínos – zníženú spotrebu energie (WMA) plus zníženú spotrebu pôvodných materiálov a odklon odpadu (RAP). Táto kombinácia je základným kameňom udržateľných postupov pri stavbe vozoviek.
Parameter
HMA bez RAP
HMA s RAP
WMA s RAP
Teplota výroby
150 – 190 °C
150 – 190 °C
100 – 150 °C
Typický obsah RAP
0 %
15 – 30 %
20 – 50 %+
Potreba pôvodného spojiva
100 %
70 – 85 %
50 – 80 %
Spotreba energie na palivo
Východisková
~Východisková
5 – 12 % zníženie
Emisie CO₂
Východiskové
10 – 20 % zníženie
20 – 40 % zníženie
Potreba pôvodného kameniva
100 %
70 – 85 %
50 – 80 %
Dlhodobá výkonnosť WMA
Údaje o dlhodobej terénnej výkonnosti vozoviek z WMA sa hromadia od začiatku 21. storočia, pričom mnohé úseky už presiahli 15 – 20 rokov služby. Kľúčové zistenia zo štúdií dlhodobej výkonnosti zahŕňajú:
Výkonnosť voči vyjazdeným koľajám: Vozovky z WMA vo všeobecnosti vykazujú rovnakú alebo lepšiu odolnosť voči vyjazdeným koľajám v porovnaní s kontrolnými úsekmi HMA. WMA s organickými voskovými prísadami (Sasobit, Asphaltan B) profituje zo stužujúceho účinku kryštalizácie vosku, ktorý zvyšuje odolnosť voči trvalej deformácii pri prevádzkových teplotách. Vozovky z WMA s chemickými prísadami a penením vykazovali porovnateľnú odolnosť voči koľajám ako HMA pri použití rovnakej triedy spojiva.
Výkonnosť voči trhlinám: Vozovky z WMA často vykazujú zlepšenú odolnosť voči trhlinám v porovnaní s HMA, najmä pri tepelných trhlinách a únavových trhlinách. Toto zlepšenie sa pripisuje zníženému starnutiu spojiva počas výroby – spojivo vo WMA je menej oxidované, a preto pružnejšie pri nízkych teplotách. Výkonnosť voči trhlinám však môže byť závislá od klímy. Výskum z programu Long-Term Pavement Performance (LTPP) Specific Pavement Studies 10 (SPS-10) naznačuje, že poškodenie trhlinami je väčším problémom vo vlhkých klimatických zónach pre WMA, zatiaľ čo vyjazdené koľaje sú významnejšie v suchých klimatických podmienkach. Štúdia SPS-10 analyzovala terénnu výkonnosť obrúb WMA vo viacerých štátoch USA.
Vlhkostné poškodenie: Počiatočné terénne skúšky WMA občas zaznamenali vlhkostné poškodenie na úsekoch, kde sa nepoužili protiodlupčivé prísady alebo kde bolo zhutňovanie nedostatočné. Avšak väčšina správne navrhnutých vozoviek z WMA (s protiodlupčivou úpravou a primeraným zhutnením) preukázala uspokojivú dlhodobú odolnosť voči vlhkosti porovnateľnú s HMA.
Starnutie a tuhosť: Terénne jadrá odobraté z vozoviek WMA po dlhšej službe vykazujú nižšiu tuhosť a lepšiu ťažnosť ako susedné úseky HMA. To potvrdzuje, že znížené starnutie spojiva počas výroby sa premieta do dlhšej životnosti vozovky, najmä z hľadiska únavových a tepelných trhlín.
Celkové hodnotenie výkonnosti: Konsenzus z viacerých dlhodobých štúdií (vrátane Louisiana DOTD, NCAT Test Track, LTPP SPS-10 a európskych terénnych skúšok) je, že vozovky z WMA vykazujú rovnakú výkonnosť ako vozovky z HMA pri navrhovaní, výrobe a zhutňovaní podľa špecifikácií prispôsobených konkrétnej technológii WMA a materiálom.
WMA v letiskovej špecifikácii (FAA Item P-401)
Používanie WMA na letiskových vozovkách sa riadi FAA Advisory Circular 150/5370-10 (Štandardy pre špecifikáciu výstavby letísk), konkrétne položkou P-401 (Asfaltové vozovky). FAA vyhodnotila WMA pre letiskové aplikácie a dospela k záveru, že WMA je životaschopnou alternatívou k HMA pre použitie na silne zaťažených letiskových vozovkách, pokiaľ spĺňa všetky štandardné požiadavky P-401.
Unified Facilities Guide Specification (UFGS) 32 12 15 bola aktualizovaná tak, aby zahŕňala technológie WMA. Kľúčové požiadavky na používanie WMA podľa FAA P-401 zahŕňajú:
Overenie návrhu zmesi: Zmes WMA musí spĺňať všetky štandardné požiadavky P-401 na zrnitosť, obsah asfaltu, medzerovitosť (zvyčajne 3 – 5 % návrhovej medzerovitosti pre obrusné vrstvy), medzery v minerálnom kamenive (VMA) a medzery vyplnené asfaltom (VFA) .
Náchylnosť na vlhkosť: Zmes WMA musí dosiahnuť minimálny pomer ťahových pevností (TSR) 0,80 (80 %) pri skúšaní podľa AASHTO T 283 alebo ASTM D4867, čo je rovnaká požiadavka ako pre HMA.
Skúšanie výkonnosti: Dodatočné skúšanie výkonnosti (ako Hamburg Wheel-Tracking pre odolnosť voči koľajám a náchylnosť na vlhkosť a polkruhový ohyb (SCB) alebo disk-tvarované ťahové skúšanie (DCT) pre odolnosť voči trhlinám) môže byť vyžadované špecifikujúcou agentúrou.
Zhutňovanie na stavbe: Požiadavky na hutnenú hustotu (zvyčajne 96 – 98 % Marshallovej hustoty alebo 92 – 96 % maximálnej teoretickej hustoty, v závislosti od polohy vozovky) platia rovnako pre WMA.
Teplotné požiadavky: Špecifikácia P-401 zahŕňa maximálne teploty pre konkrétne zmesi, ale žiadne minimálne teploty. Minimálnu teplotu pri dodávke deklaruje výrobca, čo umožňuje flexibilitu pre teploty WMA.
FAA vykonala špecifický výskum WMA pre letiskové vozovky prostredníctvom Airport Technology Research & Development Branch, vrátane štúdií v National Airport Pavement Test Facility (NAPTF) a William J. Hughes Technical Center. Tieto štúdie preukázali, že WMA môže dosiahnuť rovnakú konštrukčnú výkonnosť ako HMA pri zaťažení lietadlami. Štúdia „Warm-Mix Asphalt for Airfield Pavements" (Mejias-Santiago, FAA) dospela k záveru, že WMA sa odporúča ako životaschopná alternatíva k HMA pre použitie na silne zaťažených letiskových vozovkách.
Pre letiskových inžinierov a kontrolórov sú kľúčové aspekty pre akceptáciu WMA nasledujúce:
Prísada alebo technológia WMA je predbežne schválená agentúrou alebo preukázaná prostredníctvom skúšobného úseku ako prinášajúca rovnakú výkonnosť.
Plán kontroly kvality zahŕňa monitorovanie teploty, skúšanie hustoty a skúšanie náchylnosti na vlhkosť špecifické pre WMA.
Plán zhutňovania zohľadňuje odlišné teplotné okno (WMA môže mať nižšie, ale potenciálne dlhšie teplotné okno zhutňovania).
Návrh zmesi zahŕňa protiodlupčivé prísady podľa potreby na splnenie požiadaviek TSR.
Udržateľnosť WMA
WMA je základnou technológiou pre udržateľnú výstavbu vozoviek. Jej prínosy pre udržateľnosť pokrývajú environmentálne, ekonomické a sociálne dimenzie:
Environmentálna udržateľnosť
Posúdenie životného cyklu (LCA) WMA konzistentne preukazuje environmentálne prínosy v porovnaní s HMA v rámci viacerých kategórií vplyvov:
Potenciál globálneho otepľovania (GWP): WMA znižuje emisie CO₂ o 20 – 35 % v porovnaní s HMA v dôsledku nižšej spotreby paliva.
Spotreba energie: Úspora energie na palivo 3 – 12 % pri typickej výrobe WMA, pričom špecifické technológie dosahujú až 30 – 55 % zníženie.
Kvalita ovzdušia: Zníženie emisií VOC (až o 41 %), NOx (až o 60 %), SO₂ (až o 45 %) a tuhých častíc (PM10). Emisie výparov znížené približne o 50 % pri každom poklese teploty o 12 °C.
Ochrana zdrojov: WMA umožňuje vyšší obsah RAP, čím znižuje spotrebu pôvodného kameniva a spojiva.
Plná recyklovateľnosť: Vozovky z WMA sú na konci životnosti plne recyklovateľné a znížené starnutie počas výroby znamená, že RAP z WMA je kvalitnejší (menej oxidovaný) ako RAP z HMA.
Ekonomická udržateľnosť
Úspora nákladov na palivo: Znížená spotreba energie priamo znižuje výrobné náklady. Štúdie naznačujú, že WMA môže znížiť náklady na palivo o 0,50 – 1,50 USD za tonu zmesi v závislosti od cien paliva a technológie.
Predĺžená sezóna pokládky: Schopnosť pokladať pri nižších okolitých teplotách predlžuje stavebnú sezónu, zvyšuje využitie obaľovacej centrály a znižuje potrebu mimosezónneho skladovania.
Dlhé prepravné vzdialenosti: Predĺžená spracovateľnosť WMA umožňuje centrálám obsluhovať vzdialenejšie staveniská.
Znížené opotrebenie centrály: Nižšie výrobné teploty znižujú tepelné zaťaženie komponentov centrály.
Sociálna udržateľnosť
Zdravie a bezpečnosť pracovníkov: Najvýznamnejším sociálnym prínosom WMA je dramatické zníženie expozície výparom a zápachu pre pokladačské čaty a pracovníkov v centrále.
Vplyv na komunitu: Znížené emisie a zápach v centrále a na mieste pokládky zlepšujú vzťahy s okolitými komunitami. Schopnosť pokladať v tuneloch a uzavretých priestoroch so zníženými požiadavkami na vetranie je špecifickým sociálnym prínosom.
Nočná pokládka: Znížená teplota a emisie WMA ho robia vhodnejším pre nočné pokládky v mestských oblastiach.
European Asphalt Pavement Association (EAPA) a National Asphalt Pavement Association (NAPA) majú stanoviská podporujúce WMA ako kľúčovú stratégiu udržateľnosti. Stanovisko EAPA „The Use of Warm Mix Asphalt" a „How Warm-Mix Asphalt Supports DOT Goals for Sustainability and Resilience" od NAPA (jún 2024) poskytujú komplexné usmernenie pre agentúry zvažujúce prijatie WMA.
Normy a špecifikácie
WMA je zohľadnený v existujúcich asfaltových špecifikáciách prostredníctvom:
Európske normy (EN 13108-1 až -7): Zahrnuté maximálne teploty, ale žiadne minimálne teploty. Minimálnu teplotu pri dodávke deklaruje výrobca. Ustanovenia pre zmesi obsahujúce prísady podliehajúce preukázaniu rovnocennej výkonnosti.
Normy AASHTO: AASHTO R 35 (Objemový návrh Superpave), AASHTO T 312 (Gyrátorový zhutňovač) a AASHTO T 283 (Náchylnosť na vlhkosť) platia rovnako pre WMA. AASHTO M 320 (Špecifikácia výkonnostne klasifikovaného spojiva) zohľadňuje prísady WMA prostredníctvom skúšania spojiva s prísadou.
Normy ASTM: ASTM D6925 (Marshallova stabilita a pretvorenie), ASTM D6926 (Príprava vzoriek) a ASTM D4867 (Náchylnosť na vlhkosť) platia pre zmesi WMA.
Špecifikácie štátnych DOT: Väčšina amerických štátnych DOT má špecifikácie pre WMA alebo osobitné ustanovenia povoľujúce používanie WMA.
ICAO a FAA: ICAO Annex 14 a FAA AC 150/5370-10 poskytujú regulačný rámec pre WMA na letiskových vozovkách.
Súhrn technológií prísad WMA
Technológia
Mechanizmus
Zníženie teploty
Vplyv na spojivo
Vplyv na výkonnosť
Organický vosk (Sasobit, Asphaltan B)
Zníženie viskozity nad bodom topenia; kryštalizácia pod ním
20 – 30 °C (36 – 54 °F)
Stužuje pri prevádzkových teplotách
Zlepšená odolnosť voči koľajám; môže vyžadovať úpravu triedy spojiva
Zlepšená adhézia a odolnosť voči vlhkosti; zlepšené zhutňovanie
Priame vstrekovanie vody (Penice dýzy, WAM-Foam)
Dočasné zníženie viskozity expanziou spojiva
20 – 40 °C (36 – 72 °F)
Žiadna zmena po odznení penenia
Rovnocenné s HMA; vyžaduje monitorovanie vlhkosti
Vodu obsahujúce zeolity (Aspha-Min, Advera)
Riadené penenie uvoľňovaním kryštalickej vody
28 – 39 °C (50 – 70 °F)
Žiadna zmena; zeolit zostáva ako minerálne plnivo
Rovnocenné s HMA; predĺžená spracovateľnosť (6 – 7 hodín)
Na biologickej báze (Anova)
Chemická povrchová aktivita
Až 44 °C (80 °F)
Žiadna zmena (pri odporúčanom dávkovaní)
Zlepšené zhutňovanie; žiadna zmena triedy PG
Hybridné (kombinované technológie)
Viacnásobné mechanizmy
20 – 40 °C (36 – 72 °F)
Závisí od technológie
Závisí od technológie
Výber vhodnej technológie WMA závisí od faktorov špecifických pre projekt vrátane: miestnej dostupnosti prísad a zariadení, typu a mineralógie kameniva, druhu a zdroja spojiva, obsahu RAP, klimatických podmienok (teplota a vlhkosť okolia), konfigurácie obaľovacej centrály (dávková vs. bubnová, možnosť pridania peniacich dýz alebo vstrekovacích systémov) a špecifikačných požiadaviek riadiacej agentúry.
Pre letiskové vozovky podliehajúce FAA P-401 alebo rovnocenným špecifikáciám by výber technológie mala viesť dodatočná požiadavka na skúšanie výkonnosti (Hamburg wheel-track, SCB, DCT) a overenie kontroly kvality (TSR, hustota, medzerovitosť) smerom k technológiám s preukázanými údajmi o terénnej výkonnosti na letiskových vozovkách.
Často kladené otázky
WMA sa vyrába a zhutňuje pri teplotách približne medzi 100 °C a 150 °C (212 °F až 302 °F). To je o 20 – 40 °C menej ako pri bežnom asfalte miešanom za horúca (HMA), ktorý sa zvyčajne vyrába pri teplotách medzi 150 °C a 190 °C (300 °F až 375 °F). Presné zníženie teploty závisí od konkrétnej technológie WMA, dávkovania prísady, druhu spojiva, typu kameniva a parametrov návrhu zmesi.
Tri hlavné kategórie sú: (1) Organické prísady – vosky ako Fischer-Tropschov vosk (Sasobit) a Montan vosk, ktoré sa topia približne nad 90 – 100 °C a znižujú viskozitu spojiva, pričom tiež zlepšujú odolnosť voči vyjazdeným koľajám pri prevádzkových teplotách; (2) Chemické prísady – povrchovo aktívne látky a emulgátory ako Evotherm a Rediset, ktoré pôsobia na rozhraní kameniva a spojiva, znižujú trecie sily a zlepšujú obaľovanie bez zmeny viskozity spojiva; (3) Peniace technológie – vodné techniky vrátane priameho vstrekovania vody pomocou peniacich dýz a vodu obsahujúcich prísad, ako sú syntetické zeolity (Aspha-Min, Advera), ktoré uvoľňujú 18 – 21 % kryštalickej vody nad 100 °C a vytvárajú dočasné napenenie spojiva.
Áno. Početné štúdie a terénne hodnotenia trvajúce viac ako 15 rokov dokazujú, že správne navrhnuté zmesi WMA dosahujú rovnakú alebo lepšiu výkonnosť ako HMA z hľadiska zhutnenej hustoty, odolnosti voči vyjazdeným koľajám, odolnosti voči únavovým trhlinám a odolnosti voči vlhkosti. Nižšie výrobné teploty znižujú starnutie spojiva počas výroby, čo môže zlepšiť odolnosť voči tepelným a únavovým trhlinám. Niektoré technológie WMA (najmä organické vosky) zlepšujú odolnosť voči vyjazdeným koľajám pri prevádzkových teplotách vďaka kryštalickej mriežke vytvorenej pod bodom topenia vosku.
Áno. FAA vyhodnotila WMA pre letiskové vozovky a odporúča ho ako životaschopnú alternatívu k HMA pre silne zaťažené letiskové vozovky. Špecifikácia FAA P-401 a Unified Facilities Guide Specification (UFGS) 32 12 15 boli aktualizované tak, aby zahŕňali technológie WMA, pokiaľ zmes spĺňa všetky štandardné požiadavky P-401 na zrnitosť, obsah asfaltu, medzerovitosť, medzery v minerálnom kamenive (VMA) a náchylnosť na vlhkosť (pomer ťahových pevností). WMA pre letiskové aplikácie vyžaduje dodatočné overenie kontroly kvality vrátane skúšania výkonnosti na zabezpečenie rovnakých alebo lepších vlastností ako pri bežnom HMA.
WMA znižuje spotrebu energie na palivo v obaľovacej centrále o 3 – 12 % (a až o 30 – 55 % v závislosti od technológie a východiskovej teploty HMA). To sa premieta do 20 – 35 % zníženia emisií CO₂, zníženia emisií SO₂ a NOx a tuhých častíc. Emisie výparov (pár bitúmenu) sa znižujú približne o 50 % pri každom znížení teploty o 12 °C – zníženie o 30 °C prináša približne o 80 % nižšiu expozíciu výparom. WMA tiež umožňuje vyšší obsah recyklovaného asfaltového materiálu (RAP), čo ďalej znižuje uhlíkovú stopu a spotrebu pôvodných materiálov.
Dávkovanie sa líši podľa typu technológie. Pre organické voskové prísady (napr. Sasobit): 1,0 – 4,0 % hmotnosti spojiva (zvyčajne 3,0 %). Pre chemické prísady a povrchovo aktívne látky (napr. Evotherm, Rediset): 0,5 – 2,0 % hmotnosti spojiva. Pre peniace zeolity (napr. Aspha-Min, Advera): 0,25 – 0,30 % hmotnosti celej zmesi. Pre biologické chemické prísady (napr. Anova): 0,2 – 0,7 % hmotnosti spojiva. Optimálne dávkovanie by sa malo určiť skúškami návrhu zmesi na základe miestnych materiálov a špecifikácií.
Áno, WMA môže ovplyvniť výber druhu spojiva dvoma spôsobmi. Po prvé, nižšia výrobná teplota znižuje starnutie spojiva počas miešania, takže získané spojivo z WMA môže byť mäkšie ako z ekvivalentného HMA – čo je všeobecne prospešné pre odolnosť voči trhlinám. Po druhé, niektoré organické voskové prísady (napr. Sasobit) môžu stužovať spojivo pri prevádzkových teplotách v dôsledku kryštalizácie, čo môže vyžadovať zváženie spojiva o jednu triedu nižšieho pre vysoké teploty, aby sa vyvážila odolnosť voči vyjazdeným koľajám a trhlinám. Väčšina chemických prísad a zeolitov významne nemení výkonnostnú triedu (PG) spojiva pri odporúčaných dávkach.
Prvé obavy týkajúce sa náchylnosti WMA na vlhkosť pramenili z možnosti, že nižšie výrobné teploty môžu zanechať zvyškovú vlhkosť v zmesi a znížiť obaľovanie kameniva. Správny návrh zmesi vrátane protiodlupčivých prísad (hasené vápno alebo kvapalné protiodlupčivé činidlá) a dodržiavanie protokolov na skúšanie náchylnosti na vlhkosť podľa AASHTO T 283 alebo ASTM D4867 však zabezpečuje, že WMA spĺňa rovnaké požiadavky na pomer ťahových pevností (TSR) ako HMA. Mnohé chemické prísady WMA obsahujú povrchovo aktívne látky, ktoré v skutočnosti zlepšujú spojenie medzi kamenivom a spojivom a odolnosť voči vlhkosti.
Optimalizujte svoj program kontroly asfaltu
TarmacView poskytuje analýzu povrchu vozoviek poháňanú umelou inteligenciou, ktorá vám pomôže posúdiť stav vozoviek WMA a HMA, odhaliť včasné poškodenia a spravovať váš asfaltový majetok – od letiskových dráh až po diaľničné siete.
Prísady a technológie pre asfaltové zmesi s nízkou teplotou spracovania (WMA)
Technológie asfaltových zmesí s nízkou teplotou spracovania (WMA) znižujú teploty výroby a kladenia HMA o 20 – 40 °C pomocou prísad alebo procesov: organické vo...
Horúca asfaltová zmes (HMA) pre letiskové a cestné vozovky
Horúca asfaltová zmes (HMA) je štandardný flexibilný materiál vozoviek vyrábaný zahrievaním a miešaním kameniva a asfaltového spojiva pri teplote 150–180 °C, ná...
Tepelná segregácia je nerovnomerné rozloženie teploty v horúcej asfaltovej zmesi (HMA) počas prepravy a ukladania, kde chladnejšie oblasti sa menej zhutňujú, čo...
23 min čítania
Asphalt
Pavement Construction
+4
Súhlas s cookies Používame cookies na vylepšenie vášho prehliadania a analýzu našej návštevnosti. See our privacy policy.